
Якість котушки філаменту закладається не на складі готової продукції, а безпосередньо на екструзійній лінії. Саме там розплав перетворюється на нитку зі сталим перерізом, охолоджується, висушується й рівно намотується. Відхилення на будь-якому з цих етапів проявляється вже у замовника: переекструзія, прогалини в шарах, затори в соплі, заплутана нитка.
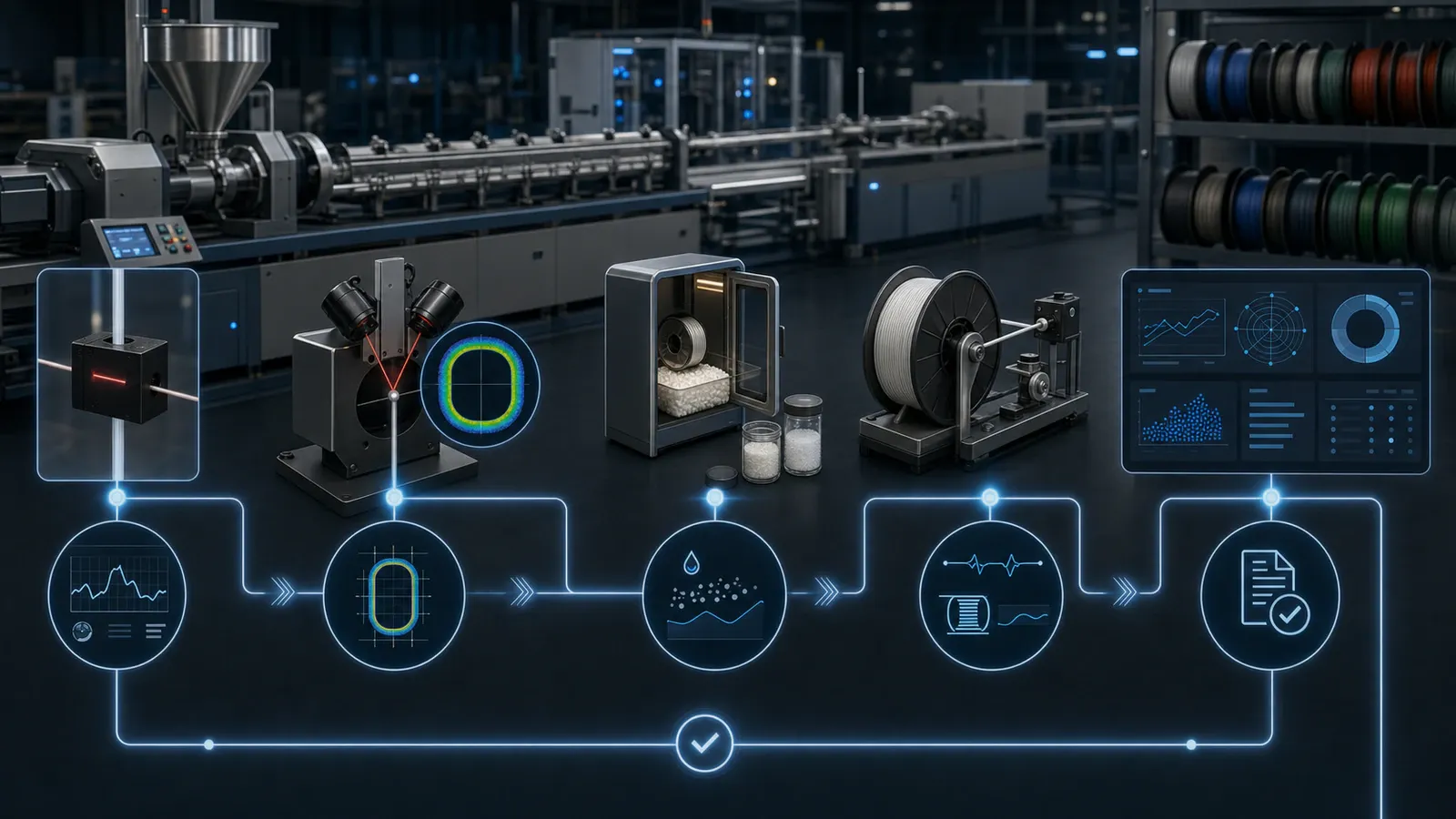
Для серійного, контрактного та private label виробництва важливо контролювати не лише відповідність окремої котушки специфікації, а й стабільність процесу в межах усієї партії. Розберемо чотири ключові точки: діаметр, овальність, вологість і намотування.
Діаметр: важливе не лише середнє значення
У FDM/FFF-друці принтер подає філамент як циліндричний пруток, і об’єм матеріалу в хотенді залежить від фактичного перерізу нитки. Площа визначається за формулою A = πd² / 4, тому зміна діаметра впливає на об’ємну подачу нелінійно: навіть коли середній показник котушки відповідає номіналу, короткі локальні потовщення чи звуження дають недоекструзію, надлишкову екструзію та нестабільну ширину лінії, яких не виявити кількома ручними вимірюваннями штангенциркулем.
Контроль зазвичай поєднує два рівні: онлайн-вимірювання безконтактним лазерним датчиком у процесі та офлайн-перевірку готового філаменту із зіставленням із виробничим журналом. Вимірювальну зону розташовують після достатнього охолодження й видалення води з поверхні: гаряча нитка ще змінює розмір, а краплі чи забруднення оптики спотворюють результат. Для кожної партії варто зберігати не тільки середнє значення, а й мінімум і максимум, відхилення від номіналу, розподіл уздовж довжини, місця виходу за межі та статистичну мінливість процесу — це відрізняє одиничний дефект від поступового дрейфу.
Зворотний зв’язок із системою протягування
Розмір нитки залежить від співвідношення між продуктивністю екструдера та швидкістю протягування: за стабільного потоку збільшення швидкості зменшує діаметр, зниження — збільшує. Тому лазерний вимірювач вбудовують у контур керування — система коригує швидкість тягнучого вузла й утримує діаметр у коридорі вздовж усієї котушки, а не лише в окремих точках.
Проте автоматичне регулювання не замінює аналізу першопричини. Якщо діаметр постійно коливається, причиною можуть бути нестабільна подача гранули, пульсації продуктивності екструдера, зміни температури чи тиску розплаву, забруднення фільєри, нестабільне охолодження або механічне биття роликів. Надто різкі коригування швидкості створюють нові коливання через затримку між зміною параметра й моментом, коли скоригована ділянка доходить до датчика, тож налаштування зворотного зв’язку враховує швидкість лінії, відстань між вузлами та інерційність процесу.
Овальність: те, що не показує одновісне вимірювання
Філамент може мати правильний середній діаметр, але некруглий переріз. Одновісний датчик бачить лише один розмір і може не зафіксувати овальність, особливо коли орієнтація нитки змінюється. Двовісна система вимірює діаметри у двох перпендикулярних напрямках, і робочий показник часто визначають як Овальність = |Dx − Dy| (можливий і відносний показник у відсотках). Конкретну формулу фіксують у специфікації, щоб виробник і замовник однаково трактували результати; тривісні системи дають повніше уявлення про форму перерізу.
Для користувача овальність проявляється як нестабільна подача, підвищене тертя в тракті та нерівномірне плавлення. Її причинами бувають нерівномірний потік у фільєрі, асиметричне охолодження, неправильне центрування траєкторії, контакт із напрямними до повного затвердіння або надмірне навантаження на ще теплий філамент. Для жорстких PLA, PETG, ABS+ і ASA основний ризик — температурно-швидкісний режим і охолодження; для TPU критична механіка лінії (деформація від притискання чи натягу); для PA/Nylon додається вплив вологості.
Вологість: параметр сировини перед екструзією
Більшість інженерних полімерів гігроскопічні; найчутливіші поліаміди, поліестери та TPU, але PETG, ABS, ASA й PLA теж потребують контрольованого зберігання. За температури перероблення вода спричиняє гідролітичне руйнування ланцюгів, а наслідки — зміна в’язкості розплаву, бульбашки й пори в нитці, шорстка поверхня, нестабільна екструзія та погіршення механіки. Волога б’є двояко: дає нестабільний розплав і коливання діаметра на виробництві, а навіть геометрично якісна, але волога нитка погано поводиться у замовника (крихкість, стрингінг, слабке зчеплення шарів).
Видимі бульбашки чи характерний звук — недостатній метод оцінювання: частина вологи вступає в реакцію ще в екструдері, тож матеріал може не мати очевидних дефектів, але вже відрізнятися за молекулярною масою. Допустимий рівень визначають для конкретної марки за документацією постачальника, не переносячи одне значення на всі матеріали групи. У контролі перевіряють вологість гранули після сушіння, стабільність температури й часу, точку роси сушильного повітря, умови транспортування від сушарки до екструдера та час перебування у відкритому середовищі. Параметри сушарки показують стан процесу, але не завжди підтверджують фактичну вологість, тому для критичних рецептур потрібне пряме вимірювання проб.
Методи визначення вмісту води описує ISO 15512: залежно від матеріалу застосовують титрування за Карлом Фішером, методи з випаровуванням або манометричні підходи. Термогравіметричний аналізатор зручний для оперативного контролю, але разом із водою з проби можуть виділятися інші леткі компоненти, а надмірна температура спричиняє деградацію. Методику валідують для кожної рецептури, а гігроскопічні проби відбирають у герметичній тарі — інакше результат характеризуватиме контакт із повітрям після відбору, а не виробничий процес.
Намотування: геометрія укладання та контроль натягу
Навіть стабільна за діаметром і висушена нитка стає проблемною, якщо намотана нерівно або з неправильним натягом. Намотувач синхронізує обертання котушки, рух укладальника (траверси) та швидкість надходження нитки. Недостатній натяг дає пухкі витки, зміщення шарів і петлі; надмірний — розтягує матеріал, деформує ще теплу нитку та погіршує овальність. Для еластичного TPU контроль особливо важливий, бо розтягнення під час намотування може частково зникнути після стабілізації. У міру заповнення котушки її ефективний діаметр зростає, тож система має компенсувати цю зміну, щоб лінійна швидкість і натяг лишалися стабільними.
Під час контролю оцінюють рівномірність укладання по ширині, поведінку укладальника біля фланців, відсутність провалів і зміщення шарів, стабільність натягу, запас до краю фланців, фіксацію початку й кінця нитки та фактичне розмотування під контрольованим навантаженням. Акуратний зовнішній вигляд корисний, але не замінює тесту розмотування. Формат котушки (внутрішній діаметр, ширина, маса, сумісність із системами подачі), маркування й пакування — теж частина технічного завдання, яку погоджують до запуску партії.
Єдина карта контролю партії
Параметри погоджують до запуску виробництва: номінальний діаметр і допуски, метод розрахунку овальності, вимоги до вологості, формат котушки, масу нетто, правила намотування, маркування та критерії приймання. Виробничий запис партії доцільно пов’язувати з лотами сировини, рецептурою, режимами сушіння, даними лінії, результатами онлайн-вимірювань і номерами готових котушок.
Важливо розрізняти межі специфікації та статистичні контрольні межі: специфікація визначає, чи відповідає продукт вимогам, а контрольні карти показують, чи стабільний процес. Партія може формально вкладатися в допуск, але демонструвати дрейф, який стане причиною браку в наступному циклі. Системний контроль діаметра, овальності, вологості та намотування дає змогу оцінювати філамент не за окремою пробою, а за історією його виготовлення — і саме це є основою повторюваних партій.
Bokotech узгоджує матеріал, колір, твердість TPU за Shore, формат намотування, маркування, пакування та критерії контролю до запуску виробництва. Такий підхід робить партію придатною саме для її бізнес-сценарію — продажу під брендом, роботи ферми, серійного друку чи технічного використання у виробництві — і дає передбачуваний результат від партії до партії.