
Каталог стандартних PLA, PETG, ABS+, ASA, TPU і PA/Nylon закриває більшість типових задач. Але коли деталь працює на стирання, тримає навантаження при нагріванні, контактує з паливом чи маслами або має відповідати фірмовому кольору бренду, готовий матеріал «з полиці» часто виявляється компромісом: підходить на 80 %, а решта 20 % і визначає, чи піде виріб у серію. Саме тут починається розмова про індивідуальну рецептуру — філамент, скомпонований під конкретну деталь і умови її експлуатації.
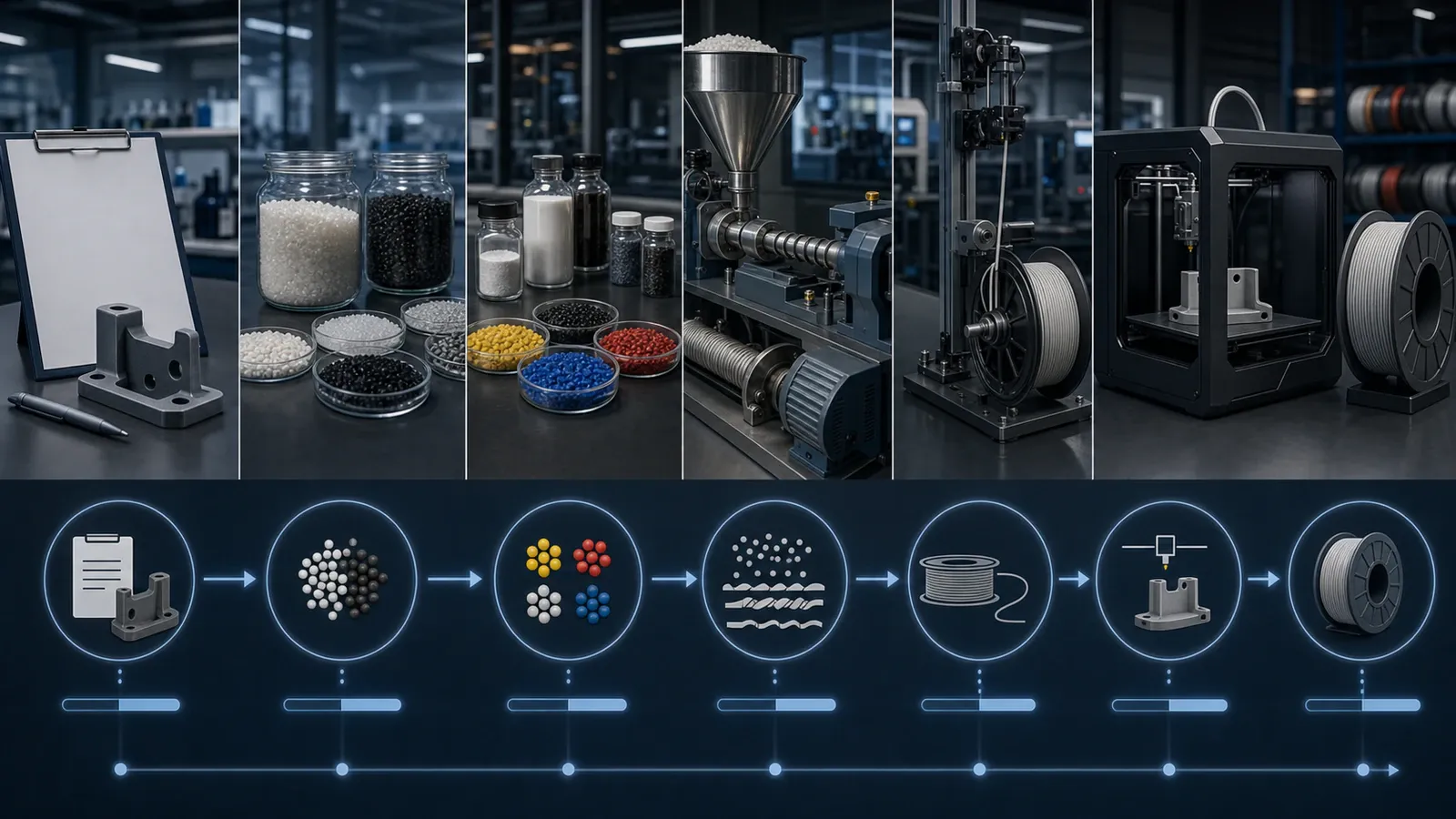
Це не довільне змішування полімеру з добавками, а послідовна інженерна робота: формування технічного завдання, вибір полімерної матриці, підбір компонентів, компаундування, екструзія нитки, перевірка друкованості та підготовка рецептури до повторюваного виробництва.
Коли стандартного матеріалу недостатньо
Потреба в індивідуальній рецептурі зазвичай виникає не на етапі першого прототипу, а коли задача переходить ближче до серійності.
Потрібне нетипове поєднання властивостей. Матеріал може бути достатньо міцним, але надто крихким; інший добре тримає удар, проте має недостатню жорсткість. Рецептура шукає баланс між жорсткістю та ударною в’язкістю, твердістю та еластичністю, теплостійкістю та простотою друку, зносостійкістю та технологічністю. Покращення одного параметра нерідко погіршує інший: підвищення жорсткості зменшує пластичність, а велика частка наповнювача ускладнює проходження розплаву через сопло.
Матеріал має працювати на конкретному обладнанні. Філамент розробляють не у відриві від процесу: значення мають конструкція подачі, тип екструдера, діаметр сопла, температурний діапазон, наявність закритої камери та система сушіння. Матеріал із потрібною механікою може виявитися непридатним для конкретного парку через нестабільну подачу, надто високий опір розплаву, розм’якшення нитки до входу в гарячу зону чи підвищену усадку.
Потрібна контрольована гнучкість. TPU 95A, 85A і м’якші варіанти — це різні сценарії друку та експлуатації. М’якший матеріал краще працює як ущільнювач чи амортизатор, але вимогливіший до подачі, тож твердість Shore підбирають разом із вимогами до друку, а не ізольовано.
Потрібна фірмова або спеціальна продуктова лінійка. Для бренду чи дистриб’ютора рецептура — частина позиціонування: визначений відтінок, матова поверхня, конкретна твердість TPU, стабільний набір характеристик. Тоді матеріал узгоджують із форматом котушки, масою намотування, маркуванням, пакуванням і профілями друку.
З чого складається рецептура
Філамент — це композиція: базовий полімер плюс набір добавок, рівномірно розподілених у матриці під час компаундування. Саме полімерна матриця визначає базову теплостійкість, жорсткість, хімічну природу, усадку та здатність поглинати вологу. До неї можуть додаватися:
- модифікатори властивостей — для коригування ударної в’язкості, еластичності, кристалізації або реології; у сумішах двох полімерів часто потрібні сумісники, бо механічне змішування ще не гарантує однорідної структури;
- мінеральні та волокнисті наповнювачі (скляне, вуглецеве волокно) — підвищують жорсткість, розмірну стабільність і робочу температуру, але збільшують в’язкість розплаву й абразивність: армовані матеріали зношують латунні сопла, тож потрібні загартовані сталеві;
- пігменти й майстербатч — навіть невеликий відсоток дає насичений рівномірний колір; різні пігменти по-різному впливають на нагрівання та поверхню, тому відтінок не переносять прямою заміною барвника між основами;
- стабілізатори й технологічні добавки — термостабілізатори, антиоксиданти, UV-стабілізатори; надлишок технологічної добавки може покращити екструзію, але погіршити зчеплення шарів чи фарбування.
Важливий технічний нюанс: добавки, розраховані на лиття під тиском чи видув плівки, не завжди придатні для FDM. Філамент проходить через тонке сопло під високим зсувом, тож наповнювачі та пігменти мають бути добре диспергованими, без агломератів, які спричиняють мікрозатори. Рецептуру для друку розробляють окремо, а не переносять механічно з інших процесів переробки.
Чому контроль вологи — частина рецептури
Більшість інженерних полімерів гігроскопічні, а поліаміди поглинають вологу особливо швидко. Якщо в гранулах чи майстербатчі лишилася волога, при нагріванні вона перетворюється на пару, утворює бульбашки в розплаві й дає тріск, стрингінг і нестабільний діаметр, а гідроліз руйнує полімерні ланцюги й погіршує механіку. Тому сушіння сировини перед компаундуванням і вологозахист готового філаменту — невіддільна частина рецептури: без цього навіть бездоганно підібраний склад не дасть стабільного матеріалу.
Як відбувається розробка
1. Технічне завдання
Починають не з переліку добавок, а з опису задачі: що друкуватимуть, які навантаження діятимуть, за якої температури й вологості працюватиме деталь, чи буде контакт із мастилами, паливом, хімією чи UV, які принтери й сопла застосовуються, які дефекти неприпустимі та які характеристики мають пріоритет. Бажання отримати одночасно максимальну міцність, гнучкість, теплостійкість, низьку усадку та друк без спеціального обладнання зазвичай потребує уточнення пріоритетів.
2. Критерії приймання
Фраз «міцніший» чи «краще друкується» недостатньо. Визначають, як перевірятиметься результат: поведінка контрольної моделі, відсутність розшарування за заданих режимів, допустима деформація великої деталі, твердість TPU, стан поверхні, стабільність кольору, механічні випробування зразків і повторюваність на кількох принтерах. Методи випробування й орієнтацію зразків фіксують, бо властивості вздовж шарів і в напрямку міжшарового з’єднання суттєво відрізняються.
3. Підбір основи та компонентів
Обирають базовий полімер або суміш і формують одну чи кілька пробних рецептур. Ефективніше спершу перевірити мінімально необхідну модифікацію: велика кількість компонентів ускладнює аналіз результатів, контроль сировини та повторення партії.
4. Компаундування та екструзія пробної нитки
Компоненти рівномірно розподіляють у матриці за стабільного дозування й контролю теплового навантаження; гігроскопічні полімери та наповнювачі попередньо сушать. Після формування нитки перевіряють не лише середній діаметр, а й його стабільність уздовж довжини, овальність, поверхню та якість намотування.
5. Перевірка друкованості
Пробний філамент тестують у діапазоні режимів, а не за однієї температури: оцінюють стабільність подачі, формування ліній, містки й нависання, ретракти, зчеплення шарів, усадку, якість поверхні та стан сопла після друку наповненим матеріалом. Окрім стандартних зразків, друкують деталь, близьку до реального виробу, — на довгій чи складній моделі матеріал може поводитися інакше.
6. Пілотна партія та фіксація процесу
Виготовляють пілотну партію для перевірки масштабованості й одночасно фіксують вимоги до сировини, послідовність підготовки, параметри перероблення, критерії контролю та правила пакування. Без такого закріплення навіть вдала лабораторна формула не гарантує повторюваності наступних партій.
Вартість і MOQ
Універсальної ціни чи стандартного MOQ для кастомного матеріалу не існує. На них впливають доступність полімеру й добавок, мінімальні обсяги закупівлі компонентів, кількість пробних рецептур, складність змішування, потреба в очищенні лінії, вартість пігментів і наповнювачів, обсяг випробувань, вимоги до котушок і пакування та прогнозований обсяг повторних замовлень. Основні витрати часто припадають не на сам полімер, а на розробку, пробні екструзії та валідацію, тому варто одразу розділяти одноразову роботу над продуктом і вартість серійного виробництва.
Коли індивідуальна рецептура недоцільна
Кастомний матеріал не завжди найкраще рішення. Якщо стандартний філамент уже виконує вимоги, а проблема вирішується зміною конструкції деталі, орієнтації, профілю друку чи умов сушіння — розумніше лишатися на ньому. Розробку важко обґрунтувати для одиничного виробу без перспективи повторних партій або без вимірюваних критеріїв результату. Окремо варто ставитися до вимог щодо харчового контакту, медичного застосування чи вогнестійкості: властивості або документи базової сировини не можна автоматично переносити на нову рецептуру та надруковану деталь — для таких заяв потрібна окрема оцінка кінцевого матеріалу й виробу.
Що підготувати перед зверненням до виробника
Для предметної розмови корисно надати опис деталі та умов експлуатації, перелік критичних властивостей, моделі принтерів і діаметр сопла, поточний матеріал і конкретні причини, чому він не підходить, а також фотографії дефектів, моделі деталей, наявні результати випробувань і прогнозований обсяг споживання. Це допомагає відокремити проблему рецептури від проблеми конструкції, обладнання чи параметрів друку.
Bokotech може обговорювати контрактне виробництво та OEM / private label: вибір матеріалу, кольору, твердості TPU за Shore, формату котушки, маркування, пакування й контролю якості. До запуску виробництва важливо погодити технічне завдання, критерії приймання та послідовність перевірки матеріалу. Індивідуальна рецептура виправдана тоді, коли вимоги сформульовані мовою функцій і вимірюваних параметрів — саме це перетворює експериментальну суміш на матеріал, який можна стабільно екструдувати, друкувати та повторювати від партії до партії.