Коли філамент закуповують котушками для разового друку, питання вхідного контролю майже не виникає: проблему видно вже на першому друці. Але щойно мова заходить про регулярні партії, друкарські ферми чи серійне виробництво деталей, ситуація змінюється — браковану або відсирілу партію дешевше виявити на складі, ніж після десятків годин друку та зіпсованих деталей.
Вхідний контроль не має бути складною лабораторною процедурою для кожної котушки. Його мета — не перевірити кожен метр нитки, а за кількома показниками з прийнятної вибірки прийняти зважене рішення: партію приймаємо, відправляємо на досушування чи повертаємо постачальнику. Нижче — проста методика, яку може впровадити технічна команда без лабораторії й адаптувати під PLA, PETG, ABS+, ASA, TPU, PA/Nylon та інші матеріали.
Спочатку визначте критерії приймання
Поширена помилка — отримати партію, провести кілька випадкових вимірювань і лише потім вирішувати, що вважати дефектом. Критерії встановлюють до замовлення. У специфікації або договорі варто зафіксувати тип і марку матеріалу, номінальний діаметр і допустимі відхилення, колір або погоджений еталон, масу нетто, формат котушки, вимоги до намотування, тип пакування, маркування та простежуваність партії, перелік супровідних документів, умови зберігання, методику пробного друку й правила дій у разі невідповідності.
Універсального допуску, придатного для всіх матеріалів, принтерів і процесів, не існує. Критерії мають відповідати обладнанню покупця та вимогам до кінцевих деталей — порівнювати результат потрібно з погодженою специфікацією, а не з абстрактною «ринковою нормою».
Підготуйте простий контрольний комплект
Для базової перевірки достатньо ваг із відповідною дискретністю, мікрометра або іншого засобу вимірювання діаметра, еталонної котушки чи затвердженого зразка кольору, тестового 3D-принтера в контрольованому стані, стандартної тестової моделі, форми протоколу та маркованих пакетів для контрольних зразків. Штангенциркуль годиться для попередньої перевірки, але для регулярного контролю діаметра бажаний мікрометр із контрольованим зусиллям — особливо для TPU та інших гнучких матеріалів, які легко деформуються під час вимірювання.
Крок 1. Ізолюйте партію та перевірте документи
Після отримання філамент не передають одразу на виробничі дільниці: партію розміщують у зоні тимчасового зберігання зі статусом «На контролі», щоб уникнути змішування неперевіреного матеріалу із залишками попередніх партій. Записують постачальника, дату отримання, номер замовлення, матеріал і колір, заявлену кількість, номер партії, номери коробок та стан вантажу під час приймання.
Далі звіряють дані на коробці, котушці й у супровідних документах: назву матеріалу, діаметр, колір, масу, номер партії. Якісне маркування містить лот, дату виготовлення та масу нетто — це основа простежуваності. Якщо матеріал постачається з TDS, паспортом контролю партії чи SDS, переконайтеся, що номер партії на котушці відповідає документу. Наявність документа сама по собі не підтверджує відповідність — важливо, щоб він стосувався саме отриманого матеріалу. Якщо партію неможливо однозначно ідентифікувати, її не передають у виробництво до уточнення з постачальником.
Крок 2. Зовнішній огляд і пакування
Швидкий огляд без приладів виконують на всіх транспортних одиницях. Звертають увагу на розриви пакетів і втрату герметичності, пошкодження коробок, деформацію котушок, сліди вологи чи забруднення, відсутність осушувача (якщо він передбачений), вільні або перехрещені витки, заклинювання нитки між витками, тріщини й сторонні включення на поверхні та відмінності кольору між котушками.
Для гігроскопічних матеріалів — PA/Nylon, TPU, PVA, частини PETG — стан пакування має більше значення, ніж для менш чутливих. Водночас вакуумне пакування захищає матеріал під час транспортування, але не є самостійним доказом низької вологості: філамент міг бути запакований уже після поглинання вологи. За сумніву котушку відправляють у карантин до тестового друку або сушіння за погодженим режимом.
Крок 3. Сформуйте репрезентативну вибірку та перевірте масу
Обсяг вибірки залежить від розміру партії, стабільності постачальника й критичності виробів. Не варто брати всі зразки з однієї коробки чи верхнього шару палети — до вибірки включають котушки з різних коробок і місць палети, з початку та кінця нумерації партії, з підозрілим пакуванням і з помітними відмінностями кольору чи намотування. Для першого постачання, нового матеріалу, кольору або зміненої рецептури застосовують посилений контроль, а після накопичення стабільної історії обсяг переглядають за ризиками.
Вибрані котушки зважують. Щоб визначити масу нетто, треба знати масу порожньої котушки та врахувати пакет, осушувач і етикетки; віднімати приблизну масу тари небажано, бо різні партії котушок відрізняються. Результат порівнюють із погодженим номіналом і допустимим відхиленням.
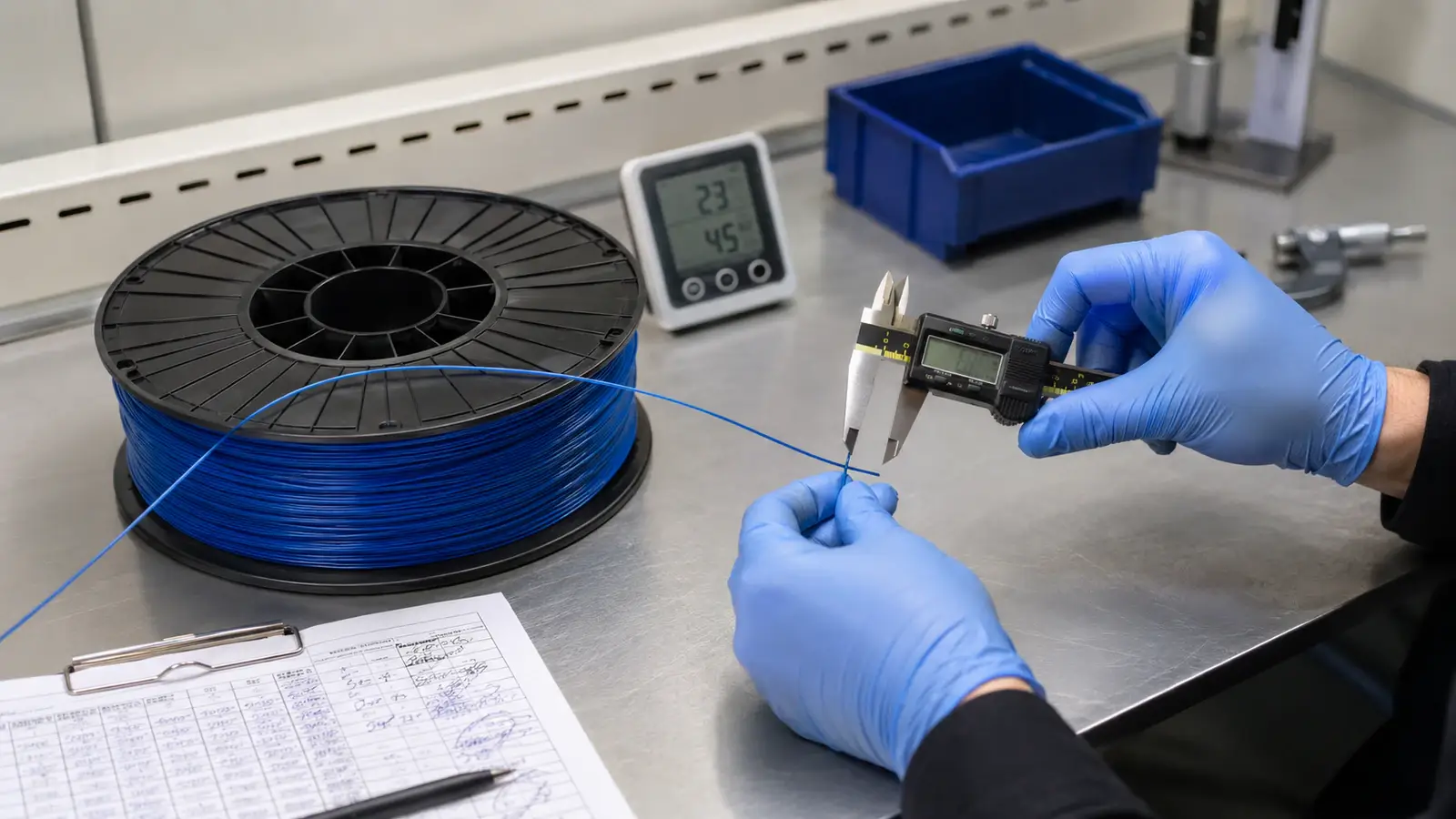
Крок 4. Діаметр і овальність
Це ключова технічна перевірка. Нестабільний діаметр напряму впливає на об’єм екструзії, адже принтер розраховує подачу виходячи із заявленого діаметра, а площа перерізу залежить від квадрата діаметра, тож навіть невелика зміна помітно впливає на потік. Завищення дає надлишкову екструзію та засмічення, заниження — недостатнє заповнення й слабку адгезію шарів.
Порядок перевірки:
- Розмотайте з котушки відрізок, достатній для вимірювань у кількох рознесених точках (наприклад, кожні 10–20 см на ділянці в кілька метрів).
- У кожній точці виміряйте діаметр щонайменше у двох взаємно перпендикулярних напрямках — різниця між ними характеризує овальність.
- Не стискайте нитку надмірним зусиллям, особливо TPU.
- Зафіксуйте мінімальне, максимальне та середнє значення, а також різницю між осями.
Ідеально кругла нитка дає однакові значення в обох осях; помітна різниця означає овальний переріз, який може клинити в механізмі подачі. Один вимір на початку котушки не характеризує партію, а ручний контроль не відтворює безперервне лазерне вимірювання на лінії — його завдання виявити системні відхилення, явну овальність і локальні проблеми. Отримані значення порівнюють із допуском у документах постачальника.
Крок 5. Оцініть ризик вологи
Більшість філаментів гігроскопічні; найактивніше вбирають вологу поліаміди, TPU та водорозчинні матеріали, але PLA, PETG, ABS і ASA теж потребують належного зберігання. Волога в нитці під час друку перетворюється на пару в соплі, що дає бульбашки, тріск, стрінгінг, шорстку поверхню та погіршення міжшарової адгезії через гідроліз.
Прямо виміряти вологість без лабораторного обладнання складно, тож контролюють непрямі ознаки та умови: цілісність упаковки, стан вологопоглинача, вологість середовища за гігрометром і поведінку матеріалу на тестовому друці. Тестовий зразок спочатку друкують у стані «як отримано» — якщо одразу висушити всю вибірку, можна приховати проблему з підготовкою чи пакуванням партії. За потреби окремий зразок сушать за рекомендаціями виробника й повторюють тест. Не варто сушити все «про всяк випадок» при випадковій температурі: надмірна температура деформує котушку, склеює витки й погіршує подачу.
Крок 6. Стандартизований пробний друк
Тестовий друк зводить попередні перевірки докупи й має бути порівнюваним між партіями: той самий принтер, сопло, версія профілю, тестова модель, зафіксовані температури й швидкості, контрольовані умови сушіння. Зразок підбирають простий, але показовий — із тонкими стінками, мостами, кутами й кількома периметрами. На першому тесті не коригують температуру, flow чи ретракт, щоб «змусити матеріал працювати»: інакше контроль перетвориться на розроблення нового профілю й не покаже сумісність партії з уже затвердженим процесом.
Під час друку оцінюють стабільність подачі, пропуски екструзії, поверхню, формування кутів, ниткування, деформацію, міжшарову адгезію та повторюваність розмірів. Бажано одночасно надрукувати модель із затвердженої еталонної котушки — пряме порівняння «новий проти еталона» помітно надійніше за оцінку на око й допомагає відрізнити проблему філаменту від несправності принтера, забрудненого сопла чи зміни умов у приміщенні.
Що фіксувати у протоколі
| Етап | Що записати |
|---|---|
| Ідентифікація | Постачальник, матеріал, колір, номер партії, кількість |
| Пакування | Герметичність, стан коробок, котушок та етикеток |
| Маса | Фактична маса, метод урахування тари |
| Геометрія | Точки вимірювання, мінімум, максимум, середнє, овальність |
| Вологість | Стан пакування, метод перевірки, ознаки під час екструзії |
| Друк | Принтер, сопло, профіль, параметри та результати |
| Рішення | Прийнято, умовно прийнято, ізольовано або відхилено |
До протоколу додають фотографії пакування й дефектів, файл профілю та маркування перевірених котушок.

Рішення за результатами контролю
За підсумками партія отримує один зі статусів: прийнято — усі контрольовані параметри відповідають вимогам; умовно прийнято — матеріал можна використати лише після погодженої операції (наприклад, обов’язкового сушіння) чи з обмеженнями; ізольовано (карантин) — потрібні повторні випробування або відповідь постачальника; відхилено — невідповідність не дозволяє використовувати партію. Якщо встановлено відхилення, зберігають запакований контрольний зразок, номер партії, результати вимірювань і фотографії — без простежуваності обговорення рекламації зводиться до суб’єктивного опису проблеми.
Найчастіше достовірність перевірки знижують вимірювання лише однієї ділянки однієї котушки, порівняння з непогодженим «ринковим допуском», тестування різних партій на різних принтерах, зміна профілю під час приймального тесту, сушіння зразка до первинної перевірки, оцінювання лише за зовнішнім виглядом деталі та відсутність контрольного зразка й протоколу. Сила методики — не в окремій перевірці, а в тому, що її виконують однаково щоразу: короткий чек-лист, визначений розмір вибірки й точки вимірювання, закріплений відповідальний і місце зберігання записів.
Найкращий вхідний контроль починається ще до виробництва партії. Для серійних поставок, контрактного виробництва або private label протокол доцільно погодити до першого запуску. Bokotech узгоджує з B2B-замовником матеріал, колір, діаметр, твердість TPU за Shore, формат котушки, маркування, пакування, параметри контролю та порядок технічної взаємодії до старту виробництва — тоді вхідний контроль стає підтвердженням домовленостей, а не пошуком сюрпризів, і робота з наступними партіями помітно спрощується.