
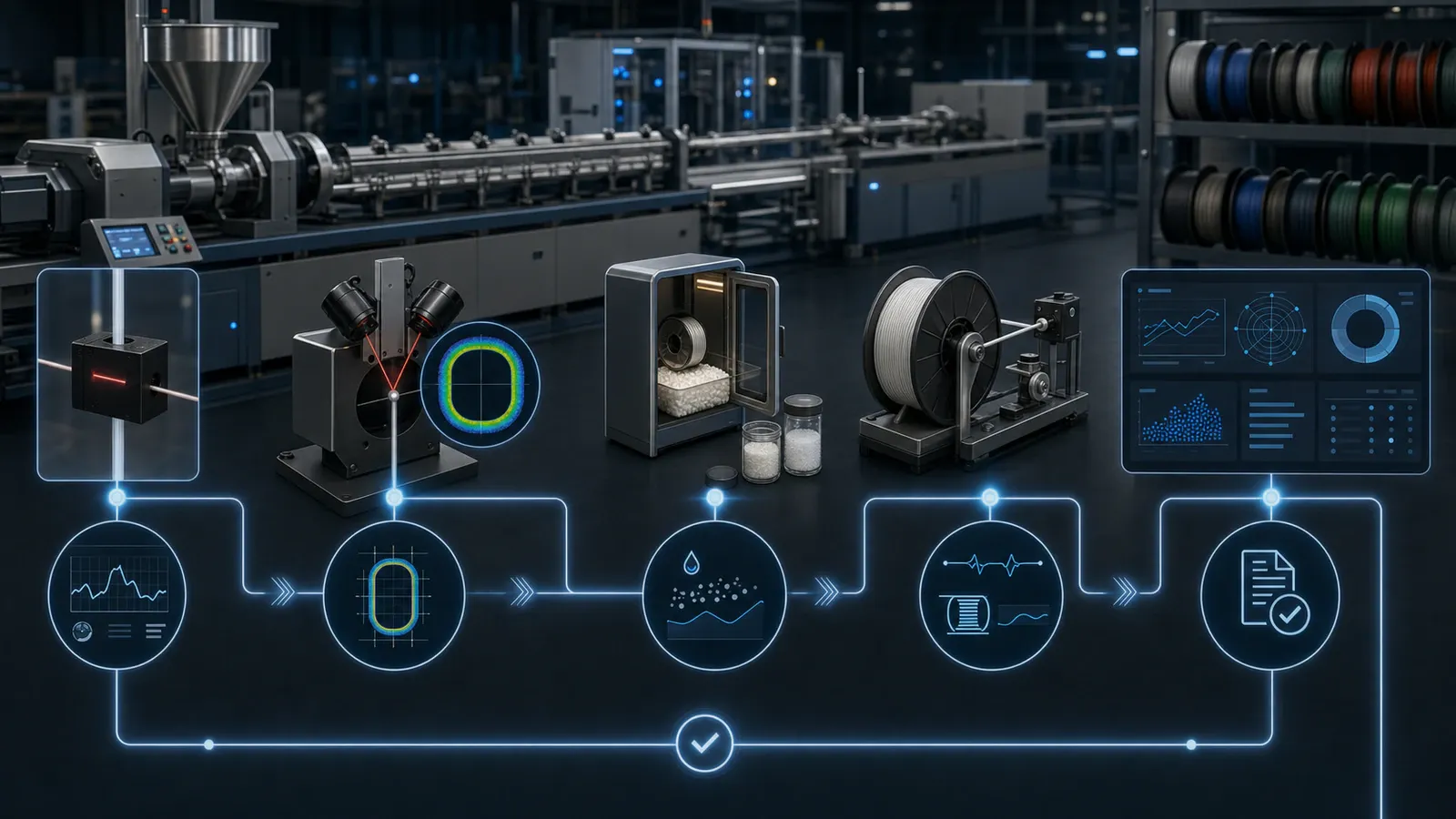
Die Qualität einer Filamentspule entsteht nicht im Fertigwarenlager, sondern direkt auf der Extrusionslinie. Dort wird die Schmelze zu einem Strang mit stabilem Querschnitt, abgekühlt, getrocknet und gleichmäßig aufgewickelt. Abweichungen in einer dieser Phasen zeigen sich später beim Kunden: Überextrusion, Lücken in Schichten, Düsenverstopfungen oder verheddertes Filament.
Für Serien-, Auftrags- und private label-Fertigung ist es wichtig, nicht nur die Übereinstimmung einer einzelnen Spule mit der Spezifikation zu kontrollieren, sondern auch die Prozessstabilität über die gesamte Charge. Betrachten wir vier zentrale Punkte: Durchmesser, Ovalität, Feuchtigkeit und Wicklung.
Durchmesser: nicht nur der Mittelwert zählt
Im FDM/FFF-Druck fördert der Drucker Filament als zylindrischen Stab, und das Materialvolumen im Hotend hängt vom tatsächlichen Querschnitt des Filaments ab. Die Fläche wird mit der Formel A = πd² / 4 bestimmt. Deshalb beeinflusst eine Durchmesseränderung die Volumenförderung nichtlinear: Selbst wenn der Mittelwert der Spule dem Nennwert entspricht, erzeugen kurze lokale Verdickungen oder Verengungen Unterextrusion, Überextrusion und instabile Linienbreite, die mit einigen manuellen Messungen per Messschieber nicht erkannt werden.
Die Kontrolle kombiniert meist zwei Ebenen: Online-Messung mit einem berührungslosen Lasersensor während des Prozesses und Offline-Prüfung des fertigen Filaments mit Abgleich zum Produktionsprotokoll. Die Messzone wird nach ausreichender Abkühlung und Entfernung von Oberflächenwasser platziert: Heißes Filament verändert seine Größe noch, Tropfen oder verschmutzte Optik verfälschen das Ergebnis. Für jede Charge sollten nicht nur Mittelwert, sondern auch Minimum und Maximum, Abweichung vom Nennwert, Verteilung entlang der Länge, Stellen außerhalb der Grenzen und statistische Prozessstreuung gespeichert werden. So lässt sich ein Einzelfehler von einem schrittweisen Drift unterscheiden.
Rückkopplung mit dem Abzugssystem
Die Filamentgröße hängt vom Verhältnis zwischen Extruderausstoß und Abzugsgeschwindigkeit ab: Bei stabilem Fluss verringert eine höhere Geschwindigkeit den Durchmesser, eine niedrigere erhöht ihn. Deshalb wird das Lasermessgerät in den Regelkreis eingebunden. Das System korrigiert die Geschwindigkeit der Abzugseinheit und hält den Durchmesser entlang der gesamten Spule im Korridor, nicht nur an einzelnen Punkten.
Automatische Regelung ersetzt jedoch keine Ursachenanalyse. Wenn der Durchmesser ständig schwankt, können instabile Granulatzufuhr, Pulsationen der Extruderleistung, Änderungen von Temperatur oder Schmelzedruck, Verschmutzung der Extrusionsdüse, instabile Kühlung oder mechanischer Rundlauffehler der Rollen die Ursache sein. Zu abrupte Geschwindigkeitskorrekturen erzeugen durch die Verzögerung zwischen Parameteränderung und dem Moment, in dem der korrigierte Abschnitt den Sensor erreicht, neue Schwankungen. Die Rückkopplung muss daher Liniengeschwindigkeit, Abstand zwischen Einheiten und Trägheit des Prozesses berücksichtigen.
Ovalität: was eine einachsige Messung nicht zeigt
Filament kann den richtigen mittleren Durchmesser haben und dennoch einen unrunden Querschnitt. Ein einachsiger Sensor sieht nur ein Maß und kann Ovalität übersehen, besonders wenn sich die Orientierung des Filaments ändert. Ein zweiachsiges System misst die Durchmesser in zwei senkrechten Richtungen, und der Arbeitswert wird häufig als Ovalität = |Dx − Dy| definiert (auch ein relativer Wert in Prozent ist möglich). Die konkrete Formel wird in der Spezifikation festgelegt, damit Hersteller und Kunde Ergebnisse gleich interpretieren. Dreiachsige Systeme geben ein vollständigeres Bild der Querschnittsform.
Für Anwender zeigt sich Ovalität als instabile Zuführung, erhöhte Reibung im Filamentpfad und ungleichmäßiges Schmelzen. Ursachen können ungleichmäßiger Fluss in der Extrusionsdüse, asymmetrische Kühlung, falsche Zentrierung der Bahn, Kontakt mit Führungen vor vollständiger Erstarrung oder zu hohe Belastung des noch warmen Filaments sein. Bei steifen PLA, PETG, ABS+ und ASA liegt das Hauptrisiko im Temperatur-Geschwindigkeits-Regime und in der Kühlung; bei TPU ist die Mechanik der Linie kritisch (Verformung durch Andruck oder Zug); bei Nylon/PA kommt der Einfluss von Feuchtigkeit hinzu.
Feuchtigkeit: ein Rohmaterialparameter vor der Extrusion
Die meisten technischen Polymere sind hygroskopisch. Am empfindlichsten sind Polyamide, Polyester und TPU, aber auch PETG, ABS, ASA und PLA benötigen kontrollierte Lagerung. Bei Verarbeitungstemperatur verursacht Wasser hydrolytischen Kettenabbau. Die Folgen sind veränderte Schmelzeviskosität, Blasen und Poren im Filament, raue Oberfläche, instabile Extrusion und schlechtere Mechanik. Feuchtigkeit wirkt doppelt: Sie erzeugt instabile Schmelze und Durchmesserschwankungen in der Produktion, und selbst geometrisch korrektes, aber feuchtes Filament verhält sich beim Kunden schlecht (Sprödigkeit, Stringing, schwache Schichthaftung).
Sichtbare Blasen oder ein typisches Geräusch reichen als Bewertungsmethode nicht aus: Ein Teil der Feuchtigkeit reagiert bereits im Extruder, sodass das Material keine offensichtlichen Defekte zeigt, sich aber schon in der Molekülmasse unterscheidet. Das zulässige Niveau wird für die konkrete Marke nach Lieferantendokumentation bestimmt und nicht von einem Material der Gruppe auf alle anderen übertragen. Kontrolliert werden Feuchtigkeit des Granulats nach dem Trocknen, Stabilität von Temperatur und Zeit, Taupunkt der Trocknungsluft, Transportbedingungen vom Trockner zum Extruder und Verweilzeit in offener Umgebung. Trocknerparameter zeigen den Prozesszustand, bestätigen aber nicht immer die tatsächliche Feuchtigkeit. Für kritische Rezepturen ist daher eine direkte Probenmessung nötig.
Methoden zur Bestimmung des Wassergehalts beschreibt ISO 15512: Je nach Material werden Karl-Fischer-Titration, Verdampfungsmethoden oder manometrische Verfahren eingesetzt. Ein thermogravimetrischer Analysator ist für die operative Kontrolle praktisch, doch zusammen mit Wasser können andere flüchtige Komponenten aus der Probe austreten, und zu hohe Temperatur kann Degradation verursachen. Die Methode wird für jede Rezeptur validiert, hygroskopische Proben werden in dicht verschlossenen Behältern entnommen. Andernfalls beschreibt das Ergebnis den Luftkontakt nach der Probenahme und nicht den Produktionsprozess.
Wicklung: Ablagegeometrie und Zugkontrolle
Auch Filament mit stabilem Durchmesser und richtiger Trocknung wird problematisch, wenn es ungleichmäßig oder mit falscher Spannung aufgewickelt ist. Der Wickler synchronisiert Spulenrotation, Bewegung des Verlegers (Traverse) und Zuführgeschwindigkeit des Filaments. Zu geringe Spannung erzeugt lockere Windungen, Schichtverschiebungen und Schlaufen; zu hohe Spannung dehnt das Material, verformt noch warmes Filament und verschlechtert die Ovalität. Bei elastischem TPU ist die Kontrolle besonders wichtig, weil Dehnung während des Wickelns nach der Stabilisierung teilweise zurückgehen kann. Während die Spule voller wird, wächst ihr effektiver Durchmesser. Das System muss diese Änderung kompensieren, damit Liniengeschwindigkeit und Spannung stabil bleiben.
Bei der Kontrolle werden gleichmäßige Ablage über die Breite, Verhalten des Verlegers an den Flanschen, Fehlen von Vertiefungen und Schichtverschiebungen, Spannungsstabilität, Abstand zu den Flanschkanten, Fixierung von Anfang und Ende des Filaments sowie tatsächliches Abwickeln unter kontrollierter Last bewertet. Ein sauberes Aussehen ist hilfreich, ersetzt aber keinen Abwickeltest. Spulenformat (Innendurchmesser, Breite, Masse, Kompatibilität mit Zuführsystemen), Kennzeichnung und Verpackung sind ebenfalls Teil der technischen Aufgabenstellung, die vor Chargenstart abgestimmt wird.
Einheitliche Kontrollkarte der Charge
Parameter werden vor Produktionsbeginn abgestimmt: Nenndurchmesser und Toleranzen, Methode zur Berechnung der Ovalität, Anforderungen an Feuchtigkeit, Spulenformat, Nettogewicht, Wickelregeln, Kennzeichnung und Annahmekriterien. Der Produktionsdatensatz der Charge sollte mit Rohstofflosen, Rezeptur, Trocknungsmodi, Liniendaten, Ergebnissen der Online-Messung und Nummern fertiger Spulen verknüpft werden.
Wichtig ist die Unterscheidung zwischen Spezifikationsgrenzen und statistischen Eingriffsgrenzen: Die Spezifikation bestimmt, ob das Produkt die Anforderungen erfüllt, während Regelkarten zeigen, ob der Prozess stabil ist. Eine Charge kann formal innerhalb der Toleranz liegen, aber einen Drift zeigen, der im nächsten Zyklus Ausschuss verursacht. Systematische Kontrolle von Durchmesser, Ovalität, Feuchtigkeit und Wicklung ermöglicht es, Filament nicht nach einer einzelnen Probe zu bewerten, sondern nach seiner Fertigungshistorie. Genau das ist die Grundlage wiederholbarer Chargen.
Bokotech stimmt Material, Farbe, TPU-Shore-Härte, Wickelformat, Kennzeichnung, Verpackung und Kontrollkriterien vor Produktionsbeginn ab. Dieser Ansatz macht die Charge für ihr konkretes Geschäftsszenario geeignet: Verkauf unter Marke, Betrieb einer Druckfarm, Seriendruck oder technische Nutzung in der Fertigung. Er sorgt für ein vorhersehbares Ergebnis von Charge zu Charge.