
Eine Reklamation zu Filament ist kein Konflikt, sondern eine ingenieurtechnische Aufgabe. Dasselbe ABS+, ASA, TPU, Nylon/PA, PETG oder PLA kann sich je nach Drucker, Druckprofil, Zustand der Düse, Materialfeuchtigkeit, Bauteilgeometrie und Lagerbedingungen unterschiedlich verhalten. Solange die Ursache nicht bestimmt ist, ist es verfrüht, von “Ausschuss” zu sprechen. Eine professionelle Reklamationsbearbeitung ist daher kein Streit darüber, auf welcher Seite das Problem liegt, sondern eine schrittweise Trennung möglicher Ursachen: Aufgabe des Herstellers ist es, das Material zu identifizieren, die tatsächliche Nichtkonformität zu prüfen und festzustellen, ob sie mit einer konkreten Spule, Charge, Nutzungsbedingungen oder einer Kombination von Faktoren zusammenhängt.
Für B2B-Kunden ist eine gut vorbereitete Reklamation nicht weniger wichtig als für den Hersteller: Sie hilft, einen Chargenfehler schneller von einem Problem mit Einstellungen, Logistik oder offener Lagerung zu trennen. Besonders kritisch ist das für Druckfarmen, Auftragsfertigung, OEM / private-label-Chargen und den Serieneinsatz von Filament in technischen Produkten.
Warum die Ursache nicht immer im Material liegt
Ein und derselbe sichtbare Defekt kann unterschiedliche Ursprünge haben. Unterextrusion, übersprungene Schichten, Sprödigkeit des Bauteils oder verstopfte Düse sind typische Symptome, die Filament zugeschrieben werden, aber ebenso häufig aus anderen Gründen entstehen.
Feuchtigkeit ist einer der häufigsten und am wenigsten offensichtlichen Faktoren. Die meisten technischen Materialien sind hygroskopisch: PETG, Nylon (PA) und TPU nehmen aktiv Feuchtigkeit aus der Luft auf, und selbst PLA degradiert in feuchter Umgebung. Mit Feuchtigkeit übersättigtes Filament erzeugt charakteristisches Knistern an der Düse, wird spröde, verursacht Unterextrusion und Verstopfungen - dabei kann das Material die Produktion in normalem Zustand verlassen und die Feuchtigkeit erst nach dem Auspacken aufgenommen haben.
Einstellungen und Ausrüstung auf der Druckseite sind die zweite große Gruppe: zu niedrige oder zu hohe Temperatur, übermäßige Geschwindigkeit, nicht kalibrierte e-steps (Extruderschritte), verschmutzte oder verschlissene Düse. Ein solches Problem reproduziert sich auf jeder Spule, nicht nur auf der strittigen Charge, und das ist ein wichtiges diagnostisches Merkmal. Eine korrekte Reklamationsprüfung ist daher die Reproduktion der Situation: Der Hersteller versucht, den Defekt zu wiederholen und den Einfluss des Materials vom Einfluss des Prozesses zu trennen.
Womit die Bearbeitung beginnt
Der erste Schritt ist die genaue Produktidentifikation. Materialname und Farbe reichen nicht aus, weil derselbe Artikel in unterschiedlichen Produktionschargen geliefert wird. Der Hersteller benötigt in der Regel:
- Materialname, Farbe und Durchmesser (1,75 oder 2,85 mm), bei TPU auch Shore-Härte;
- Masse oder Spulenformat;
- Chargennummer (batch/lot), Produktionscode oder andere Kennzeichnung auf dem Etikett;
- Bestellnummer, Lieferscheinnummer oder Erhaltsdatum;
- Anzahl der Spulen mit ähnlichem Erscheinungsbild und ungefähre Menge des bereits verwendeten Materials;
- Fotos von Spule, Etikett, Verpackung und Defekt.
Der Chargencode ermöglicht es, die Anfrage mit Produktionsaufzeichnungen, verwendeten Rohstoffen, Rezeptur, Farbzusammensetzung und Ergebnissen der internen Kontrolle abzugleichen. Ohne diesen Bezug wird aus einer Reklamation oft allgemeines Druck-Tuning statt einer Prüfung eines konkreten Produkts. Bis zum Abschluss der Analyse sollten Spule, Box, Etikett, Restmaterial und fehlgeschlagenes Druckmuster möglichst nicht entsorgt werden - ohne physisches Muster lassen sich manche Prüfungen nicht durchführen.
Warum “druckt schlecht” nicht ausreicht
Ein Symptom kann mehrere Ursachen haben. Aussetzer der Extrusion können beispielsweise mit teilweiser Düsenverstopfung, zu niedriger Temperatur, übermäßiger Geschwindigkeit oder volumetrischer Förderung, falschem Anpressdruck des Filaments, verschlissenen Förderrädern, Verformung des Strangs im Förderweg, Feuchtigkeit oder Geometrieabweichungen des Materials selbst zusammenhängen. Auch Stringing ist kein eindeutiger Beweis für einen Defekt: Es wird von Feuchtigkeit, Temperatur, Retract, Verfahrgeschwindigkeit und Extruderkonstruktion beeinflusst, und für PETG oder TPU unterscheidet sich das zulässige Fadenniveau von PLA. Ebenso kann Warping bei ASA oder ABS+ durch Zugluft, instabile Kammertemperatur, unzureichende Haftung auf der Plattform oder Bauteilgeometrie entstehen, nicht durch die Charge.
Eine nützliche Beschreibung beantwortet drei Fragen: Was genau passiert, in welcher Druckphase tritt es auf und unter welchen Parametern sowie auf welcher Ausrüstung wiederholt sich das Symptom. Zum Beispiel: “Nach zwei Stunden Druck beginnen unregelmäßige Aussetzer der Extrusion, der Extruder klickt, der Defekt trat auf zwei Spulen derselben Charge auf und zeigte sich nicht mit Material der vorherigen Charge.” Eine solche Beschreibung ist deutlich informativer als ein Foto eines fehlgeschlagenen Bauteils ohne Kontext.
Welche Druckparameter übermittelt werden sollten
Für die technische Analyse sollte der Hersteller möglichst nicht nur die Düsentemperatur erhalten, sondern den vollständigen Kontext:
- Druckermodell und Konfiguration, Extrudertyp (direct drive oder Bowden);
- Material und Durchmesser der Düse, ihr tatsächlicher Zustand und ungefähre Nutzungsdauer;
- Düse- und Betttemperatur, Druckgeschwindigkeit oder maximaler volumetrischer Fluss;
- Schichthöhe und Extrusionsbreite, Flow-Faktor, Retract-Parameter, Kühlintensität;
- Kammertemperatur, falls sie kontrolliert wird;
- Name des Slicers und verwendetes Profil.
Für ABS+, ASA, Nylon/PA und andere Materialien mit deutlicher Schrumpfung sind außerdem Bauteilgröße, Vorhandensein einer geschlossenen Kammer, Umgebungstemperatur und Art der Plattformvorbereitung wichtig: Angehebene Ecken eines großen ASA-Bauteils auf einem offenen Drucker können nicht genauso bewertet werden wie instabile Extrusion an einer kleinen Probe. Das beste Format ist die Slicer-Projektdatei oder ein gespeichertes Profil zusammen mit dem G-code des problematischen Drucks. Das verringert das Risiko, versehentlich einen wichtigen Parameter zu übersehen.
Was der Hersteller prüft
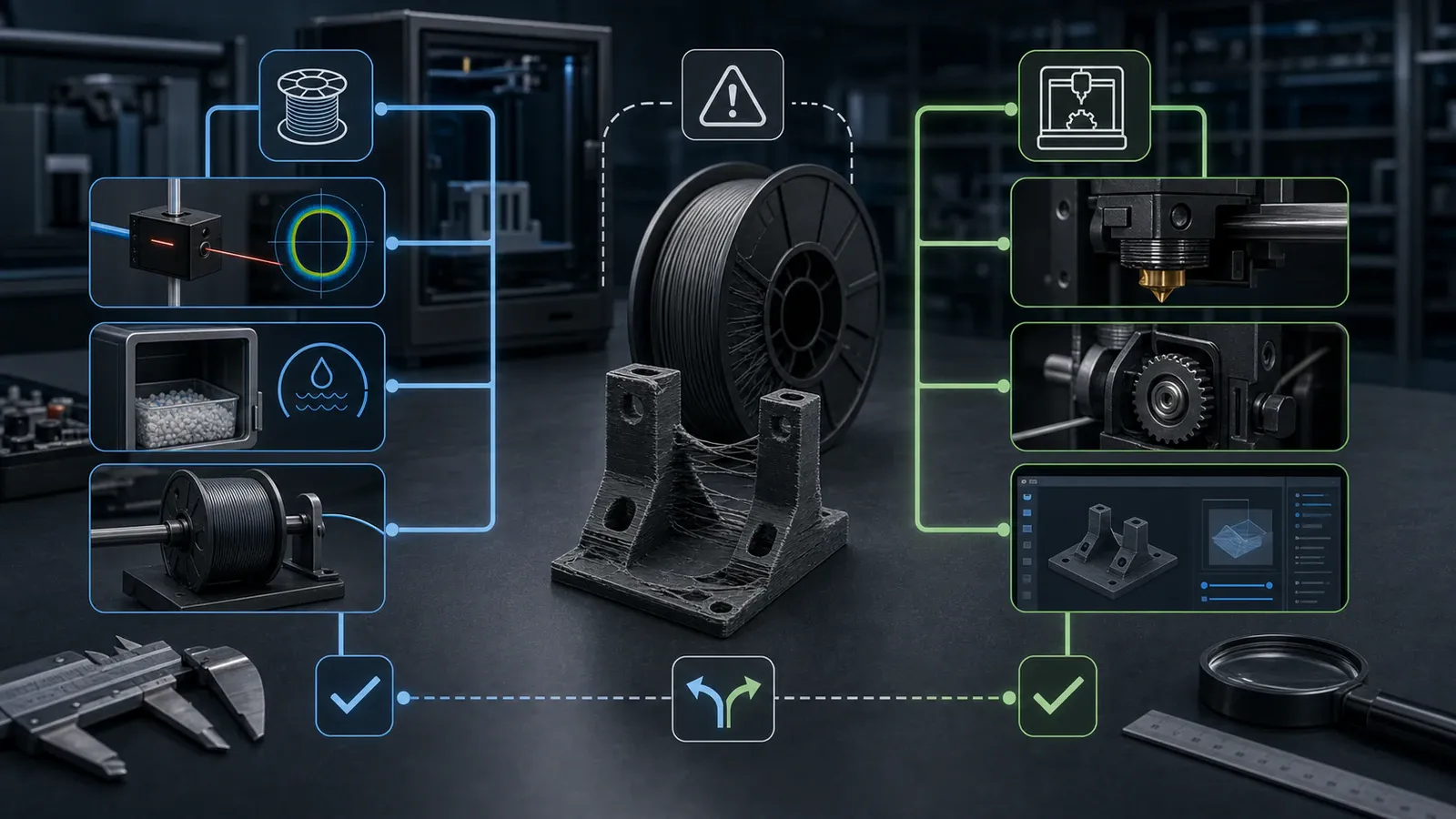
Mit Daten und Muster durchläuft der Hersteller mehrere Prüfebenen - von einfach bis komplex.
Kennzeichnung und Rückverfolgbarkeit. Der Spulencode wird mit Produktionscharge, Rezeptur und Kontrollaufzeichnungen abgeglichen. Wenn ähnliche Anfragen von mehreren Kunden eingegangen sind oder mehrere Spulen derselben Charge betreffen, erhöht das die Priorität der Prüfung der gesamten Charge.
Filamentgeometrie. Geprüft werden Durchmesser entlang der Länge und Ovalität (Differenz der Durchmesser in senkrechten Ebenen). Lokale Verdickungen erzeugen zusätzliche Reibung und Verstopfungen, dünne Abschnitte führen zu Aussetzern und schwachen Schichten. Wichtig ist nicht ein einzelner Punkt, sondern die Stabilität über einen Abschnitt; eine einmalige Messung mit dem Messschieber ist nicht immer aussagekräftig.
Wicklung und Förderung. Bewertet wird, ob der Strang frei von der Spule läuft, ob beschädigte Windungen, Verklemmen oder Verformungen der Flansche vorhanden sind. Ein echter Knoten entsteht nicht von selbst in einem durchgehend gewickelten Strang, aber das lose Ende kann nach dem Auspacken unter eine benachbarte Windung geraten - deshalb sind Fotos der Windungslage vor dem Abwickeln besonders wichtig.
Materialzustand. Je nach Anfrage werden Feuchtigkeitsanzeichen, Stabilität von Schmelzen und Extrusion, Farbe und Gleichmäßigkeit der Einfärbung, Geruch oder sichtbare Einschlüsse bewertet. Bei TPU wird berücksichtigt, dass die Shore-Bezeichnung nicht alle Fördereigenschaften beschreibt, die von Geometrie des Förderwegs, Geschwindigkeit und Rollendruck beeinflusst werden.
Reproduktion des Defekts. Die wertvollste Prüfung ist der Versuch, das Problem unter bekannten Bedingungen auf Referenzausrüstung mit empfohlenen Parametern zu wiederholen. Für Materialien wie PA, TPU oder PETG ist ein Vergleichsdruck vor und nach korrekter Trocknung hilfreich, um Feuchtigkeit von anderen Faktoren zu trennen. Wenn sich der Defekt nicht reproduzieren lässt, bedeutet das nicht automatisch eine Ablehnung der Reklamation - Unterschiede können durch Ausrüstung, Düsenzustand oder Kalibrierung entstehen -, aber ohne Wiederholbarkeit ist die Ursache schwerer festzustellen.
Wie Feuchtigkeit und Lagerung geprüft werden
Allein das Vorhandensein von Silikagel in der Verpackung beweist nicht, dass die Spule nach dem Öffnen trocken geblieben ist. Daher klärt der Hersteller, wann die Verpackung geöffnet wurde, wie lange die Spule außerhalb der luftdichten Verpackung war, bei welcher Luftfeuchtigkeit sie gelagert wurde, ob eine dry box verwendet wurde, ob getrocknet wurde (bei welcher Temperatur, wie lange und auf welchem Gerät) und ob sich das Ergebnis nach einer Kontrolltrocknung geändert hat. Trocknung bei ungeeigneter Temperatur kann Filament oder Spule verformen, daher wird der Modus auf das konkrete Material abgestimmt.
Wie ein Materialdefekt von einem Prozessproblem unterschieden wird
Auf ein Chargenproblem weisen häufiger hin: derselbe Defekt auf mehreren einwandfrei funktionierenden Druckern; Wiederholung mit unterschiedlichen Düsen nach Prüfung der Ausrüstung; stabiler Druck eines anderen Filaments mit demselben Profil; Defekt auf mehreren Spulen desselben Chargencodes; messbare Abweichungen von der abgestimmten Spezifikation; keine Veränderung nach Trocknung und Parameterkorrektur.
Auf ein Prozessproblem weisen häufiger hin: Defekt nur auf einem Drucker; Normalisierung der Extrusion nach Reinigung oder Austausch der Düse; Abhängigkeit von einem bestimmten Modell oder G-code-Abschnitt; Temperatur, Geschwindigkeit oder volumetrischer Fluss außerhalb des Arbeitsbereichs; lange offene Lagerung der Spule; Stabilisierung nach Trocknung oder Profilwechsel. In der realen Arbeit kann die Ursache kombiniert sein - Material mit erhöhter Feuchtigkeit kann auf einem langsamen Drucker akzeptabel drucken, bei hoher volumetrischer Förderung aber Aussetzer erzeugen.
Ergebnis der Bearbeitung und Checkliste für die Anfrage
Nach der Analyse kann der Hersteller eine Nichtkonformität der Spule bestätigen, die Prüfung auf die Charge ausweiten, ein Muster für zusätzliche Analysen anfordern, ein korrigiertes Profil oder Empfehlungen zur Materialvorbereitung bereitstellen, die Ursache auf Seite der Ausrüstung oder Einsatzbedingungen feststellen, Ersatz, Rückgabe oder andere Kompensation anbieten und Korrekturmaßnahmen in Produktion, Verpackung oder Kontrolle einführen. Die konkrete Entscheidung hängt von Art der Nichtkonformität, Produktmenge, Vertrag und Möglichkeit ab, das Problem objektiv zu bestätigen.
Damit eine Reklamation ohne langwierige Korrespondenz bearbeitet werden kann, sollten sofort übermittelt werden: Fotos von Etikett und Chargencode; Bestellnummer; Anzahl der problematischen Spulen; klare Beschreibung des Symptoms; Fotos und Video des Defekts; Modell von Drucker, Extruder und Düse; Slicer-Profil oder G-code; Temperaturen, Geschwindigkeit, Flow, Retract und Kühlung; Informationen zu Lagerung und Trocknung; Vergleichsergebnis mit einer anderen Spule und auf einem anderen Drucker; Bestätigung, dass Restfilament und Muster aufbewahrt wurden. Für Auftragsfertigung und private label wird die abgestimmte Spezifikation ergänzt - Material, Farbe, TPU-Härte, Spulenformat, Kennzeichnung, Verpackung und Annahmekriterien: Je genauer Anforderungen vor dem Serienstart festgelegt sind, desto objektiver lässt sich die Reklamation bewerten.
Bokotech führt die Produktion in gekennzeichneten Chargen, wodurch die Historie eines konkreten Zyklus nachvollzogen und eine Anfrage sachlich geprüft werden kann - um ein Materialproblem zu bestätigen, falls es eines gibt, oder die Ursache auf Prozessseite einzugrenzen. Für B2B-Kunden mit wiederkehrenden Bestellungen, Auftragsfertigung oder private label ist diese Transparenz nicht weniger wichtig als die Materialeigenschaften selbst: Sie verringert Stillstände, macht den Druck vorhersehbarer und die Versorgung planbarer.