Für die B2B-Beschaffung von Filament reicht der Materialname nicht aus. PLA, PETG, ASA, ABS+, TPU oder PA können unterschiedliche Rezepturen, Additive, Farbstoffe, Viskositäten, Stabilisierungen, Härten und Druckverhalten haben. Deshalb lohnt sich vor dem Einkauf großer Mengen nicht nur der Blick auf den Kilopreis, sondern auch auf das TDS, also das Technical Data Sheet des Materials.
Ein TDS hilft, ein Material schnell einzuschätzen, garantiert aber nicht, dass das Filament auf Ihrer Ausrüstung und in Ihrem Bauteil stabil funktioniert. Es hilft, ungeeignete Materialien auszusortieren, Lieferanten zu vergleichen und ein korrektes technisches Lastenheft zu formulieren, ersetzt aber keine Tests. Bevor zwei Materialien verglichen werden, sollten drei Fragen beantwortet werden:
- Wurde Granulat, ein extrudierter Strang oder ein gedruckter Prüfkörper geprüft?
- Nach welchem Standard und unter welchen Bedingungen wurde das Ergebnis ermittelt?
- Ist der Wert typisch, mindestens garantiert oder Teil einer vereinbarten Spezifikation?
Ohne diese Klärungen können selbst identische Maßeinheiten den falschen Eindruck erwecken, ein Filament sei einem anderen überlegen.
TDS, SDS und Chargenzertifikat sind nicht dasselbe
Ein TDS beschreibt technische Eigenschaften und empfohlene Verarbeitungsbedingungen. Ein SDS (Safety Data Sheet) betrifft sicheren Umgang, Risiken, Lagerung und Maßnahmen im Notfall; es wird für Logistik, Lager und Arbeitsschutz benötigt. Ein Certificate of Analysis (CoA) oder Chargenqualitätszeugnis bestätigt, sofern es zur Lieferung gehört, die Kontrollergebnisse einer konkreten Produktionscharge.
Ein TDS enthält meist typische Werte, die nach einer bestimmten Methode ermittelt wurden. Deshalb dient es zur Vorauswahl des Materials, während Annahmekriterien für eine große Lieferung separat festgelegt werden: im technischen Lastenheft, in der Spezifikation, in einem freigegebenen Referenzmuster oder im Vertrag. Wenn ein Lieferant TDS und SDS direkt bereitstellt, ist das ein gutes Zeichen für Transparenz. Vor dem Vergleich sollten Materialname, Revision und Datum des Dokuments, Farbe oder Serie, vorhandene Füllstoffe, Prüfbedingungen und Fußnoten geprüft werden. Gerade dort steht oft, ob die Prüfkörper gedruckt, spritzgegossen, getempert, getrocknet und in welcher Druckorientierung hergestellt wurden.
Zuerst prüfen, wie die Prüfkörper hergestellt wurden
Der häufigste Fehler ist, Zahlen aus verschiedenen Datenblättern zu vergleichen, ohne zu beachten, wie sie entstanden sind. Bei FFF/FDM-Druck hängen mechanische Eigenschaften nicht nur vom Polymer ab. Das Ergebnis wird beeinflusst durch Probenorientierung, Düsen- und Kammertemperatur, Schichthöhe, Anzahl der Perimeter, Infill, Kühlung, Materialfeuchte und Konditionierungszeit nach dem Druck. Viele Datenblätter nennen Werte für spritzgegossene Prüfkörper, nicht für gedruckte, während ein gedrucktes Bauteil anisotrop ist: Seine Festigkeit hängt von Schichtorientierung, Haftung zwischen den Schichten und thermischer Druckhistorie ab.
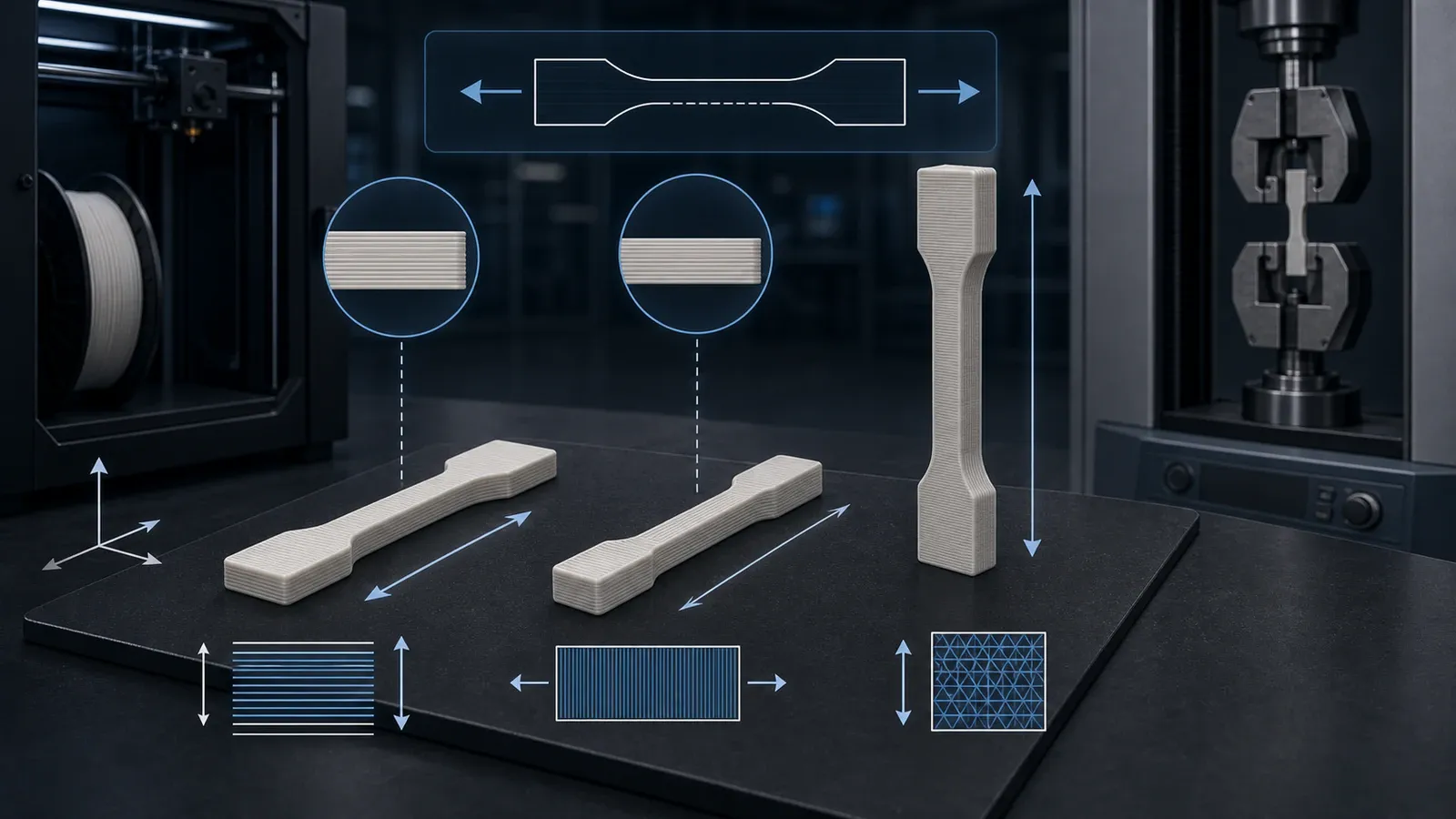
Besonders wichtig ist die Orientierung:
- XY beschreibt meist das Verhalten des Bauteils in der Schichtebene;
- Z zeigt besser die Festigkeit der Zwischenschichthaftung;
- Bezeichnungen wie flat, side oder upright müssen zusammen mit der Skizze des Herstellers gelesen werden.
Wenn ein TDS Werte für einen spritzgegossenen Prüfkörper und ein anderes für einen vertikal gedruckten Prüfkörper enthält, ist ein direkter Vergleich nicht korrekt. Für den Serieneinsatz ist ein Dokument wertvoller, das Probengeometrie, Druckparameter, Prüfnorm und Streuung der Ergebnisse angibt.
Mechanische Eigenschaften: nicht nach der einen “Hauptzahl” suchen
Die wichtigsten Kennwerte sind Zugfestigkeit, Elastizitätsmodul, Bruchdehnung, Biegefestigkeit und Schlagzähigkeit. Jeder ist nur zusammen mit dem Prüfverfahren sinnvoll. Für Kunststoffe werden ISO 527 oder ASTM D638 für Zugprüfung, ISO 178 für Biegeprüfung und ISO 179 / Charpy oder Izod für Schlagzähigkeit verwendet.
- Zugfestigkeit kann die Spannung an der Streckgrenze oder beim Bruch bedeuten. Das sind unterschiedliche Punkte der Spannungs-Dehnungs-Kurve. Ein sprödes Material bricht ohne ausgeprägte Streckgrenze, ein duktiles verformt sich zuerst irreversibel.
- Elastizitätsmodul (Youngscher Modul) zeigt Steifigkeit, nicht die Gesamtfestigkeit. Ein hoher Modul bedeutet geringere Verformung unter Last, garantiert aber keine Schlagzähigkeit.
- Bruchdehnung bewertet Duktilität, ist bei gedruckten Prüfkörpern aber besonders empfindlich gegenüber Zwischenschichthaftung, Defekten und Orientierung.
- Biege- und Schlagfestigkeit sind nützlich für Bauteile unter Biege- und Stoßbelastung. Schlagprüfungen hängen von Kerbe, Temperatur und Orientierung ab, daher sind nur Ergebnisse nach gleicher Methode vergleichbar.
Wenn Bauteile Stoßbelastungen ausgesetzt sind, sollte die Bewertung nicht bei der Zugfestigkeit enden. Für Gehäuse, Halterungen und Vorrichtungen ist Schlagzähigkeit oft wichtiger als ein hoher Modul. Bei Elastomeren gilt eine andere Logik. Für TPU stehen Shore-Härte (Shore A oder D), Abriebfestigkeit und Zugverhalten im Vordergrund. Dasselbe Material mit unterschiedlicher Härte verhält sich völlig anders, daher wird dieser Parameter bereits bei der Auswahl fixiert.
Thermische Parameter: Tg, Vicat und HDT beantworten unterschiedliche Fragen
In TDS-Dokumenten finden sich häufig HDT, Vicat, Glasübergangstemperatur (Tg) und Schmelztemperatur (Tm). Sie beschreiben unterschiedliche Phänomene.
- Tg beschreibt die Änderung der Beweglichkeit der amorphen Phase des Polymers. Oberhalb davon kann ein Bauteil deutlich an Steifigkeit verlieren, es ist aber keine universelle maximale Einsatztemperatur.
- Vicat wird über das Eindringen eines Indenters unter definierter Last und Aufheizrate bestimmt. Die Methode muss neben dem Zahlenwert stehen.
- HDT zeigt die Wärmeformbeständigkeit eines Standardprüfkörpers unter Biegebelastung. Der Wert hängt stark von der Spannung ab, daher dürfen Werte bei 0,45 MPa und 1,8 MPa nicht vermischt werden. Die Methoden wurden für gegossene Prüfkörper entwickelt und können bei gedruckten Teilen zu niedrige Werte liefern.
HDT oder Vicat sollten nicht als universelle “Arbeitstemperatur” verstanden werden. Die reale Grenze hängt von Bauteilgeometrie, Wandstärke, Last, Zeit, Umgebung, Farbe und UV-Einwirkung ab. Bei teilkristallinen Materialien sind auch Schmelztemperatur und die Möglichkeit der Wärmebehandlung wichtig. Wenn das TDS getrennte Ergebnisse “as printed” und “after annealing” nennt, sind das faktisch zwei unterschiedliche Materialzustände mit unterschiedlichen Schrumpf- und Verformungsrisiken.
Filamentgeometrie: Parameter, die die Vorschubstabilität beeinflussen
Für Druckfarmen und Produktionsteams ist Geometrie oft nicht weniger wichtig als Mechanik. Abweichungen im Querschnitt verändern das tatsächliche Materialvolumen, das der Extruder fördert, und damit Linienbreite, Bauteilgewicht und Oberflächenwiederholbarkeit. Im TDS oder in einer separaten Spezifikation sollten gesucht werden:
- Nenndurchmesser, 1,75 oder 2,85 mm, und zulässige Abweichung;
- maximale Ovalität oder Abweichung von der Rundheit;
- Nettogewicht und Spulenformat, Nabeninnendurchmesser, Wicklungsart;
- Filamentlänge, falls angegeben;
- Anforderungen an Kennzeichnung und feuchtegeschützte Verpackung.
Instabiler Durchmesser verändert den tatsächlichen Vorschub, schlechte Wicklung verursacht Stopps bei langen Jobs, und eine unpassende Spulengröße passt möglicherweise nicht in Trockenboxen oder automatische Zuführsysteme. Bei einer großen Beschaffung werden nicht nur der mittlere Durchmesser, sondern auch Messmethode, Prüfhäufigkeit und Regeln zur Chargenbewertung vereinbart.
Schmelzfluss, Feuchtigkeit und Dichte
MFR/MVR beschreiben den Schmelzfluss bei konkreter Temperatur und Last. Ohne diese beiden Bedingungen sagt die Zahl fast nichts aus. Ein höherer MFR bedeutet nicht “besseres Material”: Er kann Hochgeschwindigkeitsextrusion erleichtern, aber mit anderer Molekularmasse und Viskosität verbunden sein.
Bei Feuchtigkeit ist zwischen Wasseraufnahme (wie viel Feuchtigkeit ein Material unter definierten Bedingungen aufnehmen kann) und tatsächlichem Wassergehalt zum Messzeitpunkt zu unterscheiden. Das sind keine austauschbaren Kennzahlen. Bei PA, TPU und anderen empfindlichen Materialien werden Trocknungsbedingungen vor dem Druck, zulässige Zeit außerhalb dichter Verpackung, Empfehlungen für das Drucken aus einer Trockenbox, Verpackungstyp und Vorhandensein von Trockenmittel geprüft. Wenn ein TDS für ein feuchteempfindliches Material keine Trocknungsbedingungen enthält, sollte das vor der Beschaffung geklärt werden: Feuchtigkeit verursacht Blasen, Knacken in der Düse, schlechtere Oberfläche und schwächere Zwischenschichthaftung.
Dichte beeinflusst die Wirtschaftlichkeit: Spulen gleicher Masse können unterschiedliche Filamentlängen enthalten. Deshalb werden nicht nur Kilopreis, sondern auch ungefähre Länge, Masse typischer Bauteile, Druckdauer und Ausschussquote verglichen. Bei gefüllten Materialien sollte nicht nur die Bezeichnung CF oder GF geklärt werden, sondern auch Rezepturzusammensetzung, Abrasivität, empfohlener Düsentyp und Eigenschaftsstabilität zwischen Chargen.
Was vor einer Großbestellung anzufordern ist
Vor dem Übergang von einer Testspule zur Serienbeschaffung ist es sinnvoll, Folgendes zu vereinbaren:
- aktuelle TDS-Version und Revisionsdatum;
- technische Spezifikation mit kontrollierten Parametern;
- SDS und Anforderungen an die Lagerung;
- Muster oder Pilotcharge zum Druck auf Ihrer Ausrüstung;
- Annahmekriterien für Durchmesser, Farbe, Gewicht, Verpackung und Drucktests;
- Regeln zur Chargenrückverfolgbarkeit und Verfahren bei Abweichungen;
- vereinbartes Spulen-, Etiketten- und Verpackungsformat für OEM oder private label.
Best Practice ist, nicht direkt vom TDS zur Großbestellung zu wechseln, sondern einen Produktionslauf an typischen Bauteilen durchzuführen: lange Drucke, reale Geschwindigkeiten, Ihre Trocknungsbedingungen, Ihre Kammer, Ihre Düsen und Ihre Bediener. So zeigt sich, ob die Dokumentdaten zum Produktionsverhalten des Materials passen.
Anzeichen eines schwachen TDS
Ein Dokument sollte vorsichtig bewertet werden, wenn Standards und Prüfbedingungen, Druckorientierung oder die Erklärung fehlen, ob sich die Zahlen auf Rohmaterial oder ein gedrucktes Bauteil beziehen. Ebenso verdächtig sind Vergleichsaussagen ohne Maßeinheiten, eine einzelne “maximale Arbeitstemperatur” ohne Last und Dauer, exakte Werte ohne Streuung sowie Widersprüche zwischen TDS, Etikett und kommerziellem Angebot.
Ein gut gelesenes TDS beantwortet nicht die Frage “welches Filament ist das beste”, hilft aber, ungeeignete Materialien auszusortieren und einen richtigen Prüfplan aufzubauen. Bokotech produziert technisches Filament in der Ukraine: TPU, ABS+, ASA, Nylon/PA, PLA, PETG und individuelle Rezepturen. Im Rahmen der Auftragsfertigung werden die technischen Parameter einer Charge vor dem Start besprochen: Material, Farbe, TPU-Shore-Härte, Kontrollmethoden, Spulenformat, Kennzeichnung und Bedingungen des Probedrucks. So wird die Beschaffung nicht zu einem einmaligen Kauf, sondern zu einem gesteuerten Prozess, bei dem kritische Parameter aus einem Marketingdokument in eine vereinbarte Lieferspezifikation übertragen werden.