
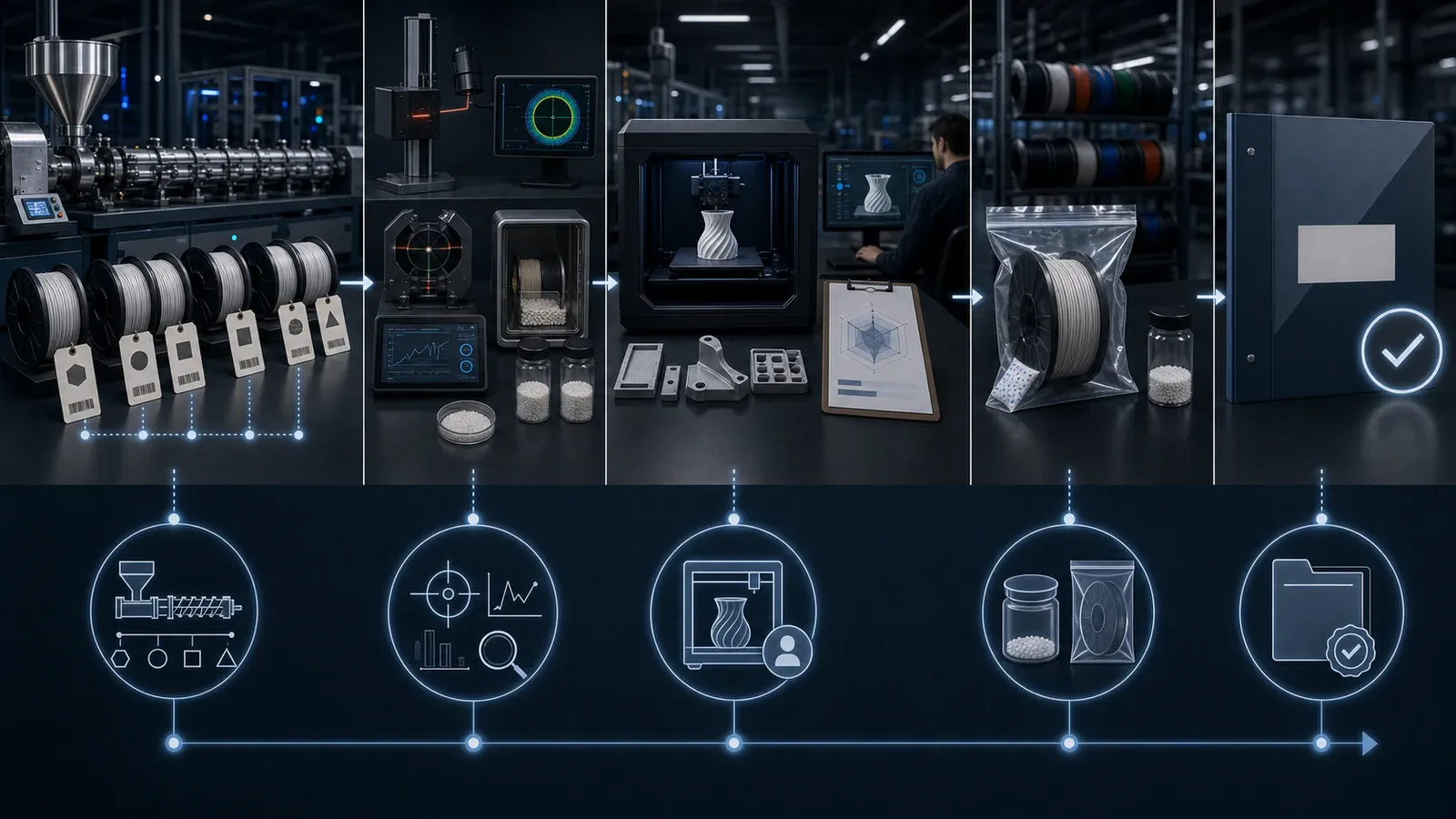
Eine Filament-Testcharge ist nicht einfach „ein paar Spulen zum Ausprobieren“. In der B2B-Zusammenarbeit ist sie das erste Artefakt, anhand dessen der Kunde nicht eine einzelne Spule, sondern die Fähigkeit des Herstellers bewertet, ein abgestimmtes Ergebnis stabil zu reproduzieren. Wird sie als verkleinerte Kopie der späteren Serie behandelt, mit denselben Materialien, denselben Linieneinstellungen und derselben Kontrolllogik, wird sie zur Grundlage weiterer Vereinbarungen. Wird sie dagegen „schnell nebenbei“ gefertigt, riskieren beide Seiten, etwas freizugeben, das sich später im Volumen nicht wiederholen lässt.
Für eine Marke oder einen Distributor können Farbe, Spule, Etikett und Verpackung wichtig sein. Für eine Druckfarm zählen stabile Zuführung, lange Drucke und Wiederholbarkeit zwischen Druckern. Für einen Bauteilhersteller stehen Eigenschaften des gedruckten Produkts, Kompatibilität mit dem technischen Prozess und Änderungskontrolle im Vordergrund. Deshalb kann eine Testcharge mit gleicher Masse ein völlig anderes Prüfprogramm haben.
Mit dem Zweck der Prüfung beginnen
Vor der Produktion muss festgelegt werden, welche Entscheidung anhand des Tests getroffen werden soll: Freigabe eines Basismaterials für regelmäßige Beschaffung, Freigabe eines OEM-Produkts unter der Marke des Kunden, Auswahl einer Farbe oder eines Mattheitsgrads, Prüfung von TPU bestimmter Härte in einem konkreten Mechanismus, Bestätigung der Funktion auf einem Park unterschiedlicher Drucker oder Bewertung einer neuen Spule, eines Etiketts oder einer Transportverpackung. Die Formulierung „ein paar Spulen zum Testen herstellen“ reicht nicht aus: Ohne Abnahmekriterien bewerten Hersteller und Kunde unterschiedliche Dinge, etwa Extrusionsstabilität auf der einen Seite und Farbton des Bauteils oder Verhalten beim Hochgeschwindigkeitsdruck auf der anderen.
Erst Anforderungen abstimmen, nicht das Material
Der häufigste Fehler ist, mit der Frage „Welches Material sollen wir drucken?“ zu beginnen, obwohl der Ausgangspunkt sein sollte, was der Kunde damit konkret vorhat. Die technische Aufgabenstellung für eine Testcharge sollte mehr festhalten als nur den Namen des Polymers.
Material und Anwendung. Beschrieben wird, für welche Bauteile das Filament gedacht ist, welche Lasten erwartet werden, ob das Produkt im Außenbereich arbeitet, mit Schmierstoffen, Feuchtigkeit oder erhöhter Temperatur in Kontakt kommt. Das hilft bei der Wahl zwischen PLA, PETG, ABS+, ASA, Nylon/PA, TPU oder einer Spezialrezeptur. Wenn der Kunde bereits ein bestimmtes Material verwendet, sind Muster, technische Beschreibung und typische Modelle hilfreich: Verglichen werden sollten besser Ergebnisse in derselben Anwendung als abstrakte Polymerbezeichnungen. Für TPU wird die Shore-Härte separat abgestimmt, denn weichere Typen liefern die erforderliche Elastizität, lassen sich aber schwieriger zuführen und erfordern geringere Geschwindigkeiten.
Ausrüstung des Kunden. Im Voraus werden Druckermodelle und Extrudertypen, Durchmesser und Material der Düsen, vorhandene geschlossene oder beheizte Kammer, automatische Zuführsysteme (Boxen, AMS), typische Geschwindigkeiten, Schichthöhen und Auftragsdauern sowie Beschränkungen bei Abmessungen und Gewicht der Spule festgehalten. Diese Daten sind besonders wichtig für weiche TPU, abrasive gefüllte Materialien, Polyamide und Materialien mit erhöhter Schrumpfung.
Kommerzielle Konfiguration. Separat abgestimmt werden Nettogewicht, Spulenformat, Farbe, Etikett, Barcode, Chargennummer, Karton und Lagerhinweise. Nur den Strang zu testen und die Verpackung erst nach Materialfreigabe zu entwickeln, ist riskant: Die Spule kann nicht zur Ausrüstung des Kunden passen, und das Etikett kann Daten vermissen lassen, die Lager oder Reklamationsprozess benötigen.
Die Testcharge muss die spätere Serie wiederholen
Der Zweck des Tests ist, das Verhalten der Serie vorherzusagen. Deshalb wird das Muster auf derselben Linie, aus denselben Rohstoffen und mit denselben Extrusionsparametern hergestellt wie die geplante Charge. Wenn die Testspule mit anderen Einstellungen oder aus einem anderen Ansatz gefertigt wird, ist das Ergebnis nicht mehr repräsentativ. Der Kunde bewertet dann etwas, das später nicht reproduziert wird.
Jede Testcharge muss eindeutig identifiziert sein: Material, Farbe, Rezepturversion, Chargen des Basisrohstoffs und der Additive, Produktionsdatum und Verpackungsparameter. Das ist dasselbe Prinzip wie die Erstmusterprüfung in anderen Branchen: Das freigegebene Muster wird zur Referenz, mit der spätere Chargen verglichen werden, und anhand der Aufzeichnungen lässt sich die Ursache einer Abweichung zurückverfolgen, statt zu raten. Wenn der Kunde mehrere Varianten testet, wird jede mit einem eindeutigen Code gekennzeichnet, zum Beispiel PETG schwarz Variante A / Variante B oder TPU 95A blau / TPU 90A blau. Pro Zyklus sollten nur jene Parameter geändert werden, die mit dem konkreten Problem zusammenhängen. Die gleichzeitige Korrektur von Polymer, Farbstoff, Extrusionsmodus und Druckprofil erschwert die Ursachenanalyse.
Den Umfang nicht nach „so wenig wie möglich“ festlegen
Die Chargengröße hängt vom Ziel ab: Für die erste Farbauswahl reichen kleine Muster, für die Prüfung einer Druckfarm braucht es vollwertige Spulen und Material für wiederholte sowie lange Drucke, für ein OEM-Projekt müssen Wicklung, Kennzeichnung und Verpackung erprobt werden. Der Umfang muss ausreichen, um Material nach Prozessstabilisierung zu gewinnen, Proben aus unterschiedlichen Teilen des Laufs zu entnehmen, interne Prüfungen durchzuführen, dem Kunden die benötigte Zahl von Spulen zu übergeben und Referenzmuster für Vergleiche und mögliche Reklamationen zurückzubehalten. Der kleinste Umfang ist nicht immer der günstigste: Reicht das Material nicht für einen repräsentativen Test, muss der Lauf wiederholt werden.
Was genau am Muster zu kontrollieren ist
Die Kontrolle sollte in Geometrie, Material und Druckbarkeit unterteilt werden.
Geometrie bedeutet vor allem Durchmesser und dessen Stabilität über die Länge. Für die meisten Aufgaben dient eine Toleranz von etwa ±0,05 mm als Orientierung, für anspruchsvolle Anwendungen und feine Düsen gelten strengere Grenzen. Gemessen wird nicht an einem einzelnen Punkt, sondern an einer Reihe von Querschnitten über die gesamte Spule, und auch die Ovalität wird betrachtet: Das Filament muss nicht nur im Durchmessertoleranzbereich liegen, sondern auch im Querschnitt rund sein. Ungleichmäßiger Durchmesser beeinflusst direkt die Extrusionsstabilität, weil das Schmelzevolumen zu „wandern“ beginnt. Separat wird die Wicklungsqualität bewertet: Überkreuzungen und ungleichmäßige Ablage verursachen Zuführrucke und Abrisse bei langen Drucken auf Druckfarmen.
Material bedeutet Feuchtigkeit und grundlegende mechanische Eigenschaften, die für die Anwendung relevant sind. Hygroskopische Materialien, insbesondere Nylon und ein Teil der TPU, nehmen aktiv Feuchtigkeit auf. Das zeigt sich in Knacken beim Drucken, schlechterer Schichthaftung und sogar einer Durchmesseränderung durch Quellen. Deshalb sind Feuchtezustand sowie Trocknungs- und Verpackungsbedingungen Teil der Kontrolle. Bei TPU wird die Übereinstimmung der Shore-Härte mit der Angabe geprüft, nach abgestimmter Methode an einer korrekt vorbereiteten Probe und nicht durch Zusammendrücken des Strangs mit den Fingern.
Druckbarkeit ist die Prüfung des Musters im realen Druck unter repräsentativen Einstellungen: Zuführstabilität, keine Verstopfungen, Oberflächenqualität, Schichthaftung und Farbverhalten. Vor dem Versand an den Kunden hilft ein interner Test, offensichtliche Probleme zu erkennen, etwa instabile Zuführung, Feuchtigkeit, Verunreinigung, falsche Wicklung, starke Farbabweichung oder Oberflächendefekte.
Liste und Häufigkeit der Prüfungen werden entsprechend Material und Anwendungsrisiken abgestimmt. Eine Testcharge sollte nicht den Eindruck von Kontrolle erzeugen, indem zufällig nur ein Abschnitt des Strangs gemessen wird.
Farbe, Spule und Druckprogramm
Für farbiges Filament wird eine Referenz definiert, zum Beispiel ein physisches Muster, ein freigegebenes gedrucktes Produkt oder numerische Farbkoordinaten. Dazu werden Material, Oberflächentextur, Wanddicke und Beleuchtung für den Vergleich fixiert: Derselbe Farbstoff wird auf einem glatten Strang, einer matten Oberfläche und einer dünnen transluzenten Wand unterschiedlich wahrgenommen.
Die Spule wird physisch geprüft und nicht nur anhand eines Bildschirmentwurfs: Kompatibilität mit Haltern und Zuführsystemen, gleichmäßiges Abwickeln, Festigkeit der Fixierung des Strangendes, Lesbarkeit und Beständigkeit des Etiketts, Richtigkeit von Artikel, Farbe, Masse und Chargennummer, Feuchtigkeitsschutz während des Transports. Der Barcode wird mit einem echten Scanner gelesen, und der Karton wird nach dem Zusammenstellen mit Spule, Beutel und Trockenmittel bewertet.
Das Druckprogramm sollte die spätere Nutzung abbilden und nicht nur aus einem Demonstrationsmodell bestehen: Standard-Kalibrierprobe, typisches Bauteil des Kunden, Modell mit langen Verfahrwegen, Brücken, Überhängen, dünnen Wänden und Retracts, ein langer Druck, Wiederholung auf mehreren Druckern und Prüfung nach Lagerung oder Trocknung. Für jeden Test werden Drucker, Düse, Profil, Temperatur, Geschwindigkeit, Kühlung, Materialzustand und Ergebnis protokolliert. Ohne das liefern Aussagen wie „druckt gut“ oder „zu viel Stringing“ keine Informationen für die Korrektur. Zuerst wird mit den abgestimmten Starteinstellungen gedruckt, danach wird jeweils nur ein Parameter geändert.
Dokumentation und Freigabeprotokoll
Ein Muster ohne Dokumente zwingt den Kunden, auf Vertrauen zu setzen, während B2B-Entscheidungen auf Daten beruhen. Der Charge wird ein Begleitpaket hinzugefügt: technische Beschreibung des Materials, Ergebnisse der wichtigsten Messungen genau für dieses Muster, Identifikation der Rohstoff- und Masterbatch-Chargen sowie fixierte Produktionsparameter. Wenn der Kunde das Muster bestätigt, werden die abgestimmten Parameter und Ergebnisse zur Spezifikation, nach der die Serie angenommen wird. Das verschiebt die Annahme vom subjektiven „ähnlich / nicht ähnlich“ in die Ebene „entspricht / entspricht nicht den vereinbarten Kriterien“.
Nach den Tests wird eines der Ergebnisse festgehalten: Die Konfiguration ist für die Serie freigegeben; eine kontrollierte Korrektur mit erneutem Test ist nötig; oder das Material passt nicht zur Anwendung, sodass Rezeptur oder Polymerklasse geändert werden sollten. An die freigegebene Konfiguration werden Referenzmuster, Rezepturversion, Farbe, Spulenformat, Kennzeichnung, Verpackung und Starteempfehlungen für den Druck gebunden. Außerdem wird festgelegt, welche künftigen Änderungen eine erneute Freigabe erfordern: Austausch des Rohstoffs, Farbkorrektur, neue Spule oder Änderung von Produkteigenschaften.
Meist liefert ein Test kein eindeutiges Ergebnis, wenn die technische Aufgabenstellung unklar ist, Abnahmekriterien fehlen, zu wenig Material vorhanden ist, zu viele Parameter gleichzeitig geändert werden oder nur auf einem Drucker getestet wird, obwohl die Serie für eine ganze Druckfarm geplant ist. Ein erfolgreicher Test ist keine vollständige Garantie für alle zukünftigen Chargen. Er bestätigt die Funktionsfähigkeit einer konkreten Konfiguration und schafft die Grundlage für die Kontrolle der Wiederholbarkeit.
In der Auftragsfertigung baut Bokotech die Vorbereitung eines solchen Starts um eine abgestimmte technische Aufgabenstellung auf: Material und Rezeptur, Farbe, TPU-Shore-Härte, Spulenformat, Kennzeichnung, Verpackung, Kontrollprüfungen und Testprogramm unter Bedingungen des Kunden. Technische Koordination in dieser Phase kostet wenig im Vergleich zur Nacharbeit einer unklar abgestimmten Serie. Das Ergebnis sollte nicht nur ein Satz Testspulen sein, sondern eine dokumentierte Konfiguration, die begründet in die regelmäßige Produktion überführt werden kann.