Wenn Filament spulenweise für einen einzelnen Druck gekauft wird, stellt sich die Frage der Wareneingangskontrolle kaum: Ein Problem wird meist schon beim ersten Druck sichtbar. Sobald es jedoch um regelmäßige Chargen, Druckfarmen oder die Serienproduktion von Bauteilen geht, ändert sich die Lage. Eine fehlerhafte oder feucht gewordene Charge lässt sich günstiger im Lager erkennen als nach Dutzenden Druckstunden und Ausschussteilen.
Wareneingangskontrolle muss kein aufwendiges Laborverfahren für jede einzelne Spule sein. Ihr Ziel ist nicht, jeden Meter Filament zu prüfen, sondern anhand mehrerer Kennzahlen aus einer geeigneten Stichprobe eine belastbare Entscheidung zu treffen: Charge annehmen, zur Nachtrocknung geben oder an den Lieferanten zurücksenden. Im Folgenden steht eine einfache Methode, die ein technisches Team ohne Labor einführen und für PLA, PETG, ABS+, ASA, TPU, Nylon/PA und andere Materialien anpassen kann.
Zuerst Annahmekriterien festlegen
Ein häufiger Fehler ist, eine Charge zu erhalten, einige zufällige Messungen durchzuführen und erst danach zu entscheiden, was als Fehler gilt. Kriterien werden vor der Bestellung festgelegt. In Spezifikation oder Vertrag sollten Materialtyp und Grade, Nenndurchmesser und zulässige Abweichungen, Farbe oder freigegebenes Referenzmuster, Nettogewicht, Spulenformat, Anforderungen an die Wicklung, Verpackungstyp, Kennzeichnung und Rückverfolgbarkeit der Charge, Liste der Begleitdokumente, Lagerbedingungen, Methode für den Probedruck und Regeln für den Umgang mit Abweichungen festgehalten werden.
Eine universelle Toleranz, die für alle Materialien, Drucker und Prozesse passt, gibt es nicht. Die Kriterien müssen zur Ausrüstung des Käufers und zu den Anforderungen an die Endbauteile passen. Verglichen wird mit der vereinbarten Spezifikation, nicht mit einer abstrakten “Marktnorm”.
Ein einfaches Prüfset vorbereiten
Für eine Basisprüfung genügen eine Waage mit geeigneter Ablesbarkeit, ein Mikrometer oder ein anderes Werkzeug zur Durchmessermessung, eine Referenzspule oder ein freigegebenes Farbmuster, ein Test-3D-Drucker in kontrolliertem Zustand, ein Standard-Testmodell, ein Protokollformular und beschriftete Beutel für Kontrollmuster. Ein Messschieber eignet sich für eine Vorprüfung, für die regelmäßige Durchmesserkontrolle ist jedoch ein Mikrometer mit kontrollierter Messkraft vorzuziehen, besonders bei TPU und anderen flexiblen Materialien, die sich bei der Messung leicht verformen.
Schritt 1. Charge isolieren und Dokumente prüfen
Nach dem Wareneingang wird Filament nicht sofort an die Produktionsbereiche übergeben. Die Charge kommt in einen temporären Lagerbereich mit dem Status “In Prüfung”, damit ungeprüftes Material nicht mit Resten früherer Chargen vermischt wird. Erfasst werden Lieferant, Eingangsdatum, Bestellnummer, Material und Farbe, angegebene Menge, Chargennummer, Kartonnummern und Zustand der Lieferung bei Annahme.
Anschließend werden die Angaben auf Karton, Spule und Begleitdokumenten abgeglichen: Materialname, Durchmesser, Farbe, Gewicht und Chargennummer. Gute Kennzeichnung enthält Losnummer, Herstellungsdatum und Nettogewicht. Das ist die Grundlage der Rückverfolgbarkeit. Wenn das Material mit TDS, Chargenprüfzeugnis oder SDS geliefert wird, muss die Chargennummer auf der Spule zum Dokument passen. Ein Dokument allein bestätigt noch keine Konformität. Entscheidend ist, dass es sich auf genau das erhaltene Material bezieht. Wenn sich die Charge nicht eindeutig identifizieren lässt, wird sie bis zur Klärung mit dem Lieferanten nicht für die Produktion freigegeben.
Schritt 2. Sichtprüfung und Verpackung
Eine schnelle Prüfung ohne Messgeräte wird an allen Transporteinheiten durchgeführt. Zu beachten sind aufgerissene Beutel und verlorene Dichtheit, beschädigte Kartons, verformte Spulen, Spuren von Feuchtigkeit oder Verschmutzung, fehlendes Trockenmittel, falls vorgesehen, lose oder gekreuzte Wicklungen, zwischen Wicklungen eingeklemmtes Filament, Risse und Fremdeinschlüsse auf der Oberfläche sowie Farbunterschiede zwischen Spulen.
Bei hygroskopischen Materialien wie Nylon/PA, TPU, PVA und einigen PETG-Typen ist der Zustand der Verpackung wichtiger als bei weniger empfindlichen Materialien. Gleichzeitig schützt Vakuumverpackung das Material beim Transport, ist aber für sich genommen kein Nachweis niedriger Feuchte: Das Filament kann bereits nach Feuchtigkeitsaufnahme verpackt worden sein. Im Zweifel wird die Spule bis zum Probedruck oder bis zur Trocknung nach vereinbartem Regime in Quarantäne gestellt.
Schritt 3. Repräsentative Stichprobe bilden und Gewicht prüfen
Der Stichprobenumfang hängt von Chargengröße, Stabilität des Lieferanten und Kritikalität der Bauteile ab. Es sollten nicht alle Muster aus einem Karton oder aus der obersten Palettenlage stammen. In die Stichprobe gehören Spulen aus verschiedenen Kartons und Palettenpositionen, vom Anfang und Ende der Chargennummerierung, mit verdächtiger Verpackung sowie mit sichtbaren Farb- oder Wicklungsunterschieden. Bei Erstlieferung, neuem Material, neuer Farbe oder geänderter Rezeptur wird die Kontrolle verschärft; nach Aufbau einer stabilen Historie wird der Umfang risikobasiert überprüft.
Die ausgewählten Spulen werden gewogen. Um das Nettogewicht zu bestimmen, muss das Gewicht der leeren Spule bekannt sein; Beutel, Trockenmittel und Etiketten sind zu berücksichtigen. Ein ungefähiges Tara-Gewicht abzuziehen ist ungünstig, weil sich Spulenchargen unterscheiden können. Das Ergebnis wird mit dem vereinbarten Nennwert und der zulässigen Abweichung verglichen.
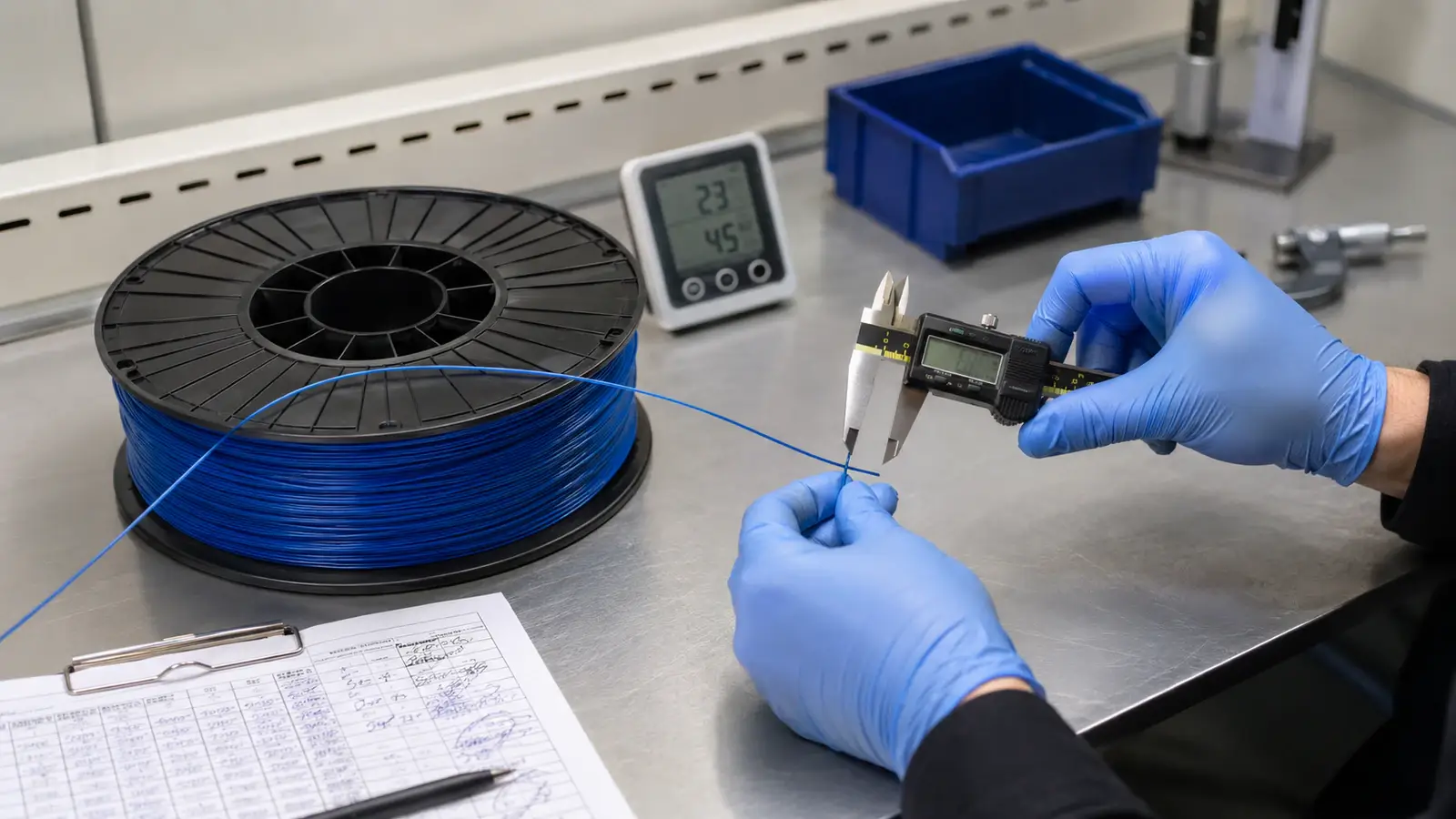
Schritt 4. Durchmesser und Ovalität
Das ist die wichtigste technische Prüfung. Ein instabiler Durchmesser wirkt sich direkt auf das Extrusionsvolumen aus, weil der Drucker den Vorschub ausgehend vom angegebenen Durchmesser berechnet, während die Querschnittsfläche vom Quadrat des Durchmessers abhängt. Schon eine kleine Änderung kann den Materialfluss spürbar beeinflussen. Ein zu großer Durchmesser führt zu Überextrusion und Verstopfungen, ein zu kleiner zu unzureichender Füllung und schwacher Schichthaftung.
Prüfablauf:
- Wickeln Sie von der Spule einen Abschnitt ab, der für Messungen an mehreren voneinander getrennten Punkten ausreicht, zum Beispiel alle 10-20 cm über mehrere Meter.
- Messen Sie an jedem Punkt den Durchmesser in mindestens zwei zueinander senkrechten Richtungen. Die Differenz beschreibt die Ovalität.
- Drücken Sie das Filament nicht mit übermäßiger Kraft zusammen, besonders bei TPU.
- Erfassen Sie Minimalwert, Maximalwert und Mittelwert sowie die Differenz zwischen den Achsen.
Ein ideal rundes Filament liefert in beiden Achsen gleiche Werte. Eine deutliche Differenz weist auf einen ovalen Querschnitt hin, der im Vorschubmechanismus klemmen kann. Eine einzelne Messung am Spulenanfang charakterisiert keine ganze Charge, und manuelle Kontrolle ersetzt keine kontinuierliche Lasermessung an der Linie. Ihre Aufgabe ist es, systematische Abweichungen, klare Ovalität und lokale Probleme zu erkennen. Die gemessenen Werte werden mit der Toleranz in den Lieferantendokumenten verglichen.
Schritt 5. Feuchterisiko bewerten
Die meisten Filamente sind hygroskopisch. Polyamide, TPU und wasserlösliche Materialien nehmen Feuchtigkeit besonders aktiv auf, aber auch PLA, PETG, ABS und ASA brauchen geeignete Lagerung. Feuchtigkeit im Filament wird beim Drucken in der Düse zu Dampf und verursacht Blasen, Knacken, Stringing, raue Oberflächen und schlechtere Zwischenschichthaftung durch Hydrolyse.
Ohne Laborausrüstung ist eine direkte Feuchtemessung schwierig, daher werden indirekte Anzeichen und Bedingungen kontrolliert: Unversehrtheit der Verpackung, Zustand des Trockenmittels, Umgebungsfeuchte nach Hygrometer und Verhalten des Materials im Probedruck. Der Prüfkörper wird zuerst im Zustand “wie erhalten” gedruckt. Wenn die gesamte Stichprobe sofort getrocknet wird, kann ein Problem der Vorbereitung oder Verpackung der Charge verdeckt werden. Bei Bedarf wird ein separates Muster nach Herstellerempfehlung getrocknet und erneut getestet. Es ist nicht sinnvoll, alles “zur Sicherheit” bei beliebiger Temperatur zu trocknen: Zu hohe Temperatur kann die Spule verformen, Wicklungen verkleben und den Vorschub verschlechtern.
Schritt 6. Standardisierter Probedruck
Der Probedruck führt die vorherigen Prüfungen zusammen und muss zwischen Chargen vergleichbar sein: derselbe Drucker, dieselbe Düse, Profilversion, Testmodell, festgelegte Temperaturen und Geschwindigkeiten sowie kontrollierte Trocknungsbedingungen. Das Muster sollte einfach, aber aussagekräftig sein, mit dünnen Wänden, Brücken, Ecken und mehreren Perimetern. Beim ersten Test werden Temperatur, Flow oder Retract nicht angepasst, um das Material “zum Laufen zu bringen”. Sonst wird die Kontrolle zur Entwicklung eines neuen Profils und zeigt nicht, ob die Charge mit dem bereits freigegebenen Prozess kompatibel ist.
Während des Drucks werden Vorschubstabilität, Extrusionsaussetzer, Oberfläche, Eckbildung, Stringing, Verzug, Zwischenschichthaftung und Maßwiederholbarkeit bewertet. Empfehlenswert ist, gleichzeitig dasselbe Modell aus einer freigegebenen Referenzspule zu drucken. Ein direkter Vergleich “neu gegen Referenz” ist deutlich verlässlicher als eine reine Sichtbewertung und hilft, ein Filamentproblem von einem Druckerfehler, einer verschmutzten Düse oder veränderten Raumbedingungen zu unterscheiden.
Was im Protokoll festzuhalten ist
| Schritt | Was erfassen |
|---|---|
| Identifikation | Lieferant, Material, Farbe, Chargennummer, Menge |
| Verpackung | Dichtheit, Zustand von Kartons, Spulen und Etiketten |
| Gewicht | Tatsächliches Gewicht, Methode zur Berücksichtigung der Tara |
| Geometrie | Messpunkte, Minimum, Maximum, Mittelwert, Ovalität |
| Feuchtigkeit | Verpackungszustand, Prüfmethode, Anzeichen während der Extrusion |
| Druck | Drucker, Düse, Profil, Parameter und Ergebnisse |
| Entscheidung | Angenommen, bedingt angenommen, isoliert oder abgelehnt |
Dem Protokoll werden Fotos von Verpackung und Defekten, die Profildatei und die Kennzeichnung der geprüften Spulen beigefügt.

Entscheidung nach Kontrollergebnis
Nach Abschluss erhält die Charge einen der folgenden Status: angenommen - alle kontrollierten Parameter erfüllen die Anforderungen; bedingt angenommen - das Material darf nur nach einer vereinbarten Maßnahme, etwa verpflichtender Trocknung, oder mit Einschränkungen verwendet werden; isoliert (Quarantäne) - erneute Prüfungen oder eine Rückmeldung des Lieferanten sind erforderlich; abgelehnt - die Abweichung erlaubt keinen Einsatz der Charge. Wird eine Abweichung festgestellt, werden ein verpacktes Kontrollmuster, Chargennummer, Messergebnisse und Fotos aufbewahrt. Ohne Rückverfolgbarkeit wird die Reklamationsdiskussion schnell zu einer subjektiven Problembeschreibung.
Die Aussagekraft der Kontrolle sinkt am häufigsten durch Messung nur eines Abschnitts einer einzigen Spule, Vergleich mit einer nicht vereinbarten “Markttoleranz”, Tests verschiedener Chargen auf verschiedenen Druckern, Profiländerungen während des Annahmetests, Trocknung des Musters vor der Erstprüfung, Bewertung nur nach dem Aussehen des Bauteils sowie fehlende Kontrollmuster und Protokolle. Die Stärke der Methode liegt nicht in einer einzelnen Prüfung, sondern darin, sie jedes Mal gleich durchzuführen: kurze Checkliste, definierter Stichprobenumfang und Messpunkte, festgelegte verantwortliche Person und ein fixer Ablageort für Aufzeichnungen.
Die beste Wareneingangskontrolle beginnt bereits vor der Produktion der Charge. Für Serienlieferungen, Auftragsfertigung oder private label ist es sinnvoll, das Protokoll vor dem ersten Produktionslauf abzustimmen. Bokotech stimmt mit B2B-Kunden Material, Farbe, Durchmesser, TPU-Shore-Härte, Spulenformat, Kennzeichnung, Verpackung, Kontrollparameter und Ablauf der technischen Abstimmung vor Produktionsstart ab. Dann wird die Wareneingangskontrolle zur Bestätigung der Vereinbarungen statt zur Suche nach Überraschungen, und die Arbeit mit Folgechargen wird deutlich einfacher.