Beim einzelnen Desktop-Druck bleibt eine nicht ideale Wicklung oft nur ein optischer Mangel: Der Bediener ist in der Nähe, kann die Spule korrigieren oder den Auftrag neu starten. In einer Druckfarm oder Serienfertigung ist die Situation anders. Jede Spule ist Teil eines automatisierten Prozesses, und unvorhersehbarer Widerstand beim Abwickeln wird zu Pausen, Unterextrusion, Ausschussteilen und manuellem Eingriff.
Besonders empfindlich reagieren Systeme zum automatischen Materialwechsel (AMS und ähnliche): Sie fördern Filament nicht nur vorwärts, sondern ziehen es zurück, drehen die Spule in Gegenrichtung und führen Lade- und Entladezyklen wiederholt aus. Eine gleichmäßige Wicklung ersetzt weder korrekten Durchmesser noch stabile Rezeptur oder Druckeinstellungen, beeinflusst aber direkt, wie vorhersehbar sich das Material während der Zuführung verhält.
Gleichmäßige Wicklung ist nicht nur Optik
Saubere parallele Reihen vermitteln den Eindruck eines Qualitätsprodukts. Trotzdem sollten zwei unterschiedliche Phänomene getrennt werden: ein echter Knoten, bei dem das freie Filamentende unter einer anderen Windung hindurchläuft, und instabiles Abwickeln durch lockere Lagen, lokale Verdichtung oder ein ungleichmäßiges Wickelprofil.
Die Physik eines Knotens ist einfach: Bei hochwertiger Wicklung mit konstanter Geschwindigkeit und unter konstanter Spannung kann die obere Lage nicht unter die untere gelangen. Das passiert, wenn die Spannung nachlässt, entweder durch einen Wickelfehler in der Produktion oder wenn das Spulenende beim Laden, Wechseln oder Lagern losgelassen wurde und sich ein Teil des Filaments selbst abgewickelt hat. Solange die Spannung erhalten bleibt, zeigt sich der Defekt nicht: Man kann stundenlang drucken, bevor der verhedderte Abschnitt den Zuführpunkt erreicht und sich zu einem Knoten zuzieht. Deshalb wirken gute Wicklung und korrekter Umgang mit dem freien Ende zusammen.
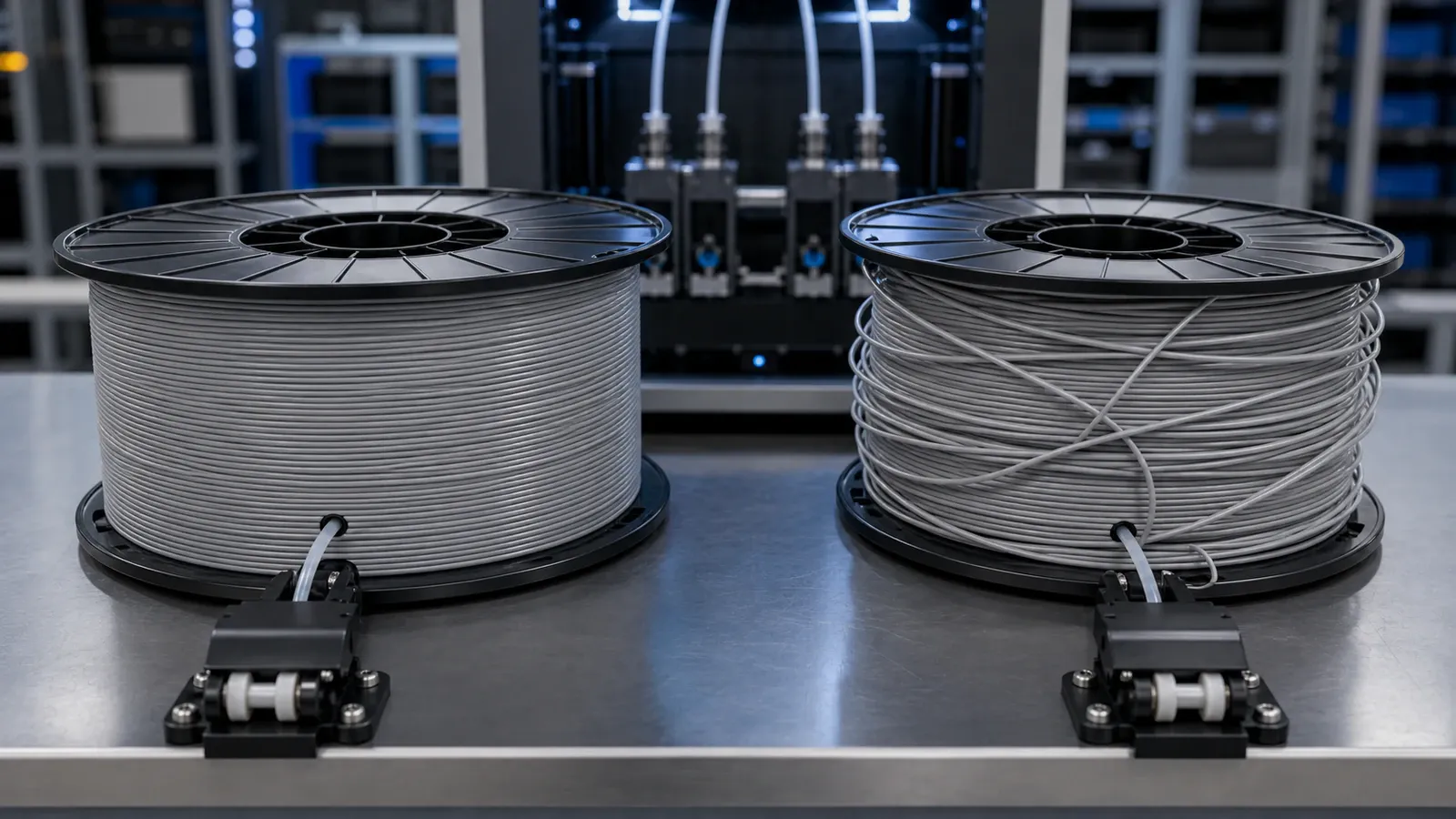
Gleichzeitig erzeugt ungleichmäßige Ablage selbst Ruckeln, Durchhang, Reibung am Spulenrand oder Abschnitte mit erhöhtem Widerstand. An einem manuellen Halter kann das unbemerkt bleiben, während eine automatische Zuführung diesen Widerstand als Blockade oder Förderfehler interpretiert.
Was stabile Wicklung bedeutet
Für B2B-Anwender zählt nicht das „perfekte Bild“, sondern vorhersehbares Abwickeln über die gesamte Länge der Spule. In der Praxis werden bewertet:
- gleichmäßige Verteilung über die Breite - ohne Hügel, Senken und Ansammlung an einer Seite, sonst drücken obere Windungen gegen den Flansch oder rutschen in einen Spalt;
- kontrollierte Spannung - ausreichend für ein dichtes Paket, aber ohne Verformung; zu lockere Wicklung bildet bewegliche Lagen, die sich bei Beschleunigung oder Rückwärtsdrehung verschieben, zu hohe Spannung schadet flexiblen, spröden und gefüllten Materialien;
- korrekte Arbeit des Verlegers - Drehgeschwindigkeit der Spule und Bewegung der Traversenführung sind abgestimmt, ohne Verdickungen und chaotische Übergänge an den Rändern;
- intakte Spulengeometrie - nicht verformte Flansche, minimaler Rundlauf, Übereinstimmung mit der Mechanik des Zuführsystems;
- zuverlässig fixiertes freies Ende - Loch oder Schlitz hält es nach jeder Nutzung ohne scharfen Knick.
Warum das für Druckfarmen kritisch ist
In einer Druckfarm wird Risiko nicht anhand einer einzelnen Spule bewertet, sondern anhand der Gesamtzahl von Maschinen und Betriebsstunden: Ein seltenes Problem, multipliziert mit dutzenden Druckern und langen Aufträgen, wird zu regelmäßiger operativer Last. Die Kosten eines Fehlers sind nicht ein paar Gramm Kunststoff, sondern Maschinenzeit, manuelle Diagnose, Neustart und angesammelte Verzögerungen in der Charge.
Instabiles Abwickeln führt zu Unterförderung und ausgelassener Extrusion, Auslösung von Zuführsensoren, Stopp des Auftrags außerhalb der Arbeitszeit, Verlust eines teilweise gedruckten Teils und Störung des Zeitplans. Die Ursache wird dabei oft in Düse, Extruder oder PTFE-Pfad gesucht, obwohl die tatsächliche Widerstandsquelle die Spule ist. Je stärker die Produktion standardisiert ist, desto wichtiger ist es, solche Variablen bereits beim Einkauf auszuschließen. Im Seriendruck ermöglicht ein gleicher Wickelcharakter in der gesamten Charge, das Profil einmal einzustellen, statt es an jede neue Spule anzupassen.
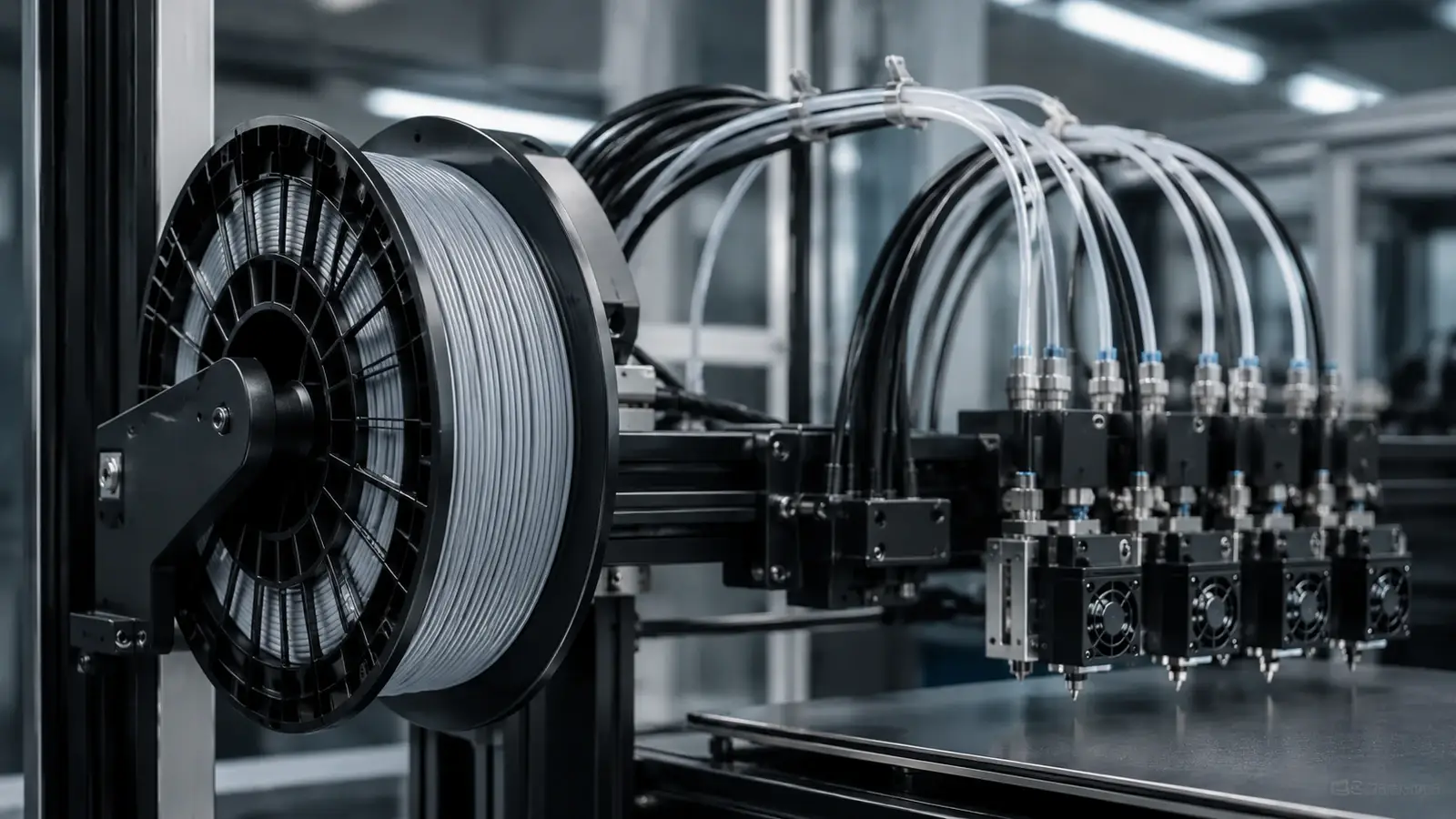
Warum AMS und automatischer Materialwechsel die Anforderungen erhöhen
In einer normalen Konfiguration zieht der Extruder das Filament überwiegend in eine Richtung. In automatischen Systemen wird die Spule zu einem aktiven Teil des Mechanismus: Sie muss frei drehen, anhalten, Material abgeben und es wieder aufnehmen. Beim Mehrfarbdruck ist die Zahl der Zyklen hoch. Lockere äußere Windungen, ein schiefes Paket oder Reibung am Flansch beim Rückwickeln summieren sich daher zu einem Problem; was beim ersten Laden nicht auftrat, kann nach einer Reihe von Wechseln entstehen.
Für AMS sind Außendurchmesser, Breite, Form des Randes, Steifigkeit der Spule und zuverlässiger Kontakt mit Antriebsrollen wichtig. Die Kompatibilität wird für das konkrete Gerätemodell geprüft, nicht nur anhand der Filamentmasse. Kartonspulen werden in solchen Systemen üblicherweise nicht empfohlen: Sie verformen sich, fusseln und verursachen unstabiles Rotationsverhalten.
Auch das Material beeinflusst die Anforderungen an die Wicklung
Ein Modus ist nicht für alle Polymere optimal. TPU reagiert wegen seiner Flexibilität stärker auf Widerstand im Pfad, und zu feste oder instabile Wicklung reduziert die Zuverlässigkeitsreserve. Für manche flexible Materialien kann externe Zuführung daher praktischer sein als AMS. PLA, PETG, ABS+ und ASA halten die Stabform meist leichter, auch wenn Unterschiede in Steifigkeit und Wickeltemperatur das Paket beeinflussen. Nylon/PA und gefüllte Compounds können wegen Steifigkeit, Knickempfindlichkeit oder Abrasivität einen eigenen Modus erfordern. Wickelparameter sollten daher Teil der Prozesskarte einer konkreten Marke sein, keine universelle Einstellung.
Praktische Eingangskontrolle für B2B-Käufer
Eine visuelle Prüfung der obersten Lage reicht nicht aus. Für eine Druckfarm oder Produktionsfläche ist ein einfacher, wiederholbarer Ablauf sinnvoll:
- Integrität und Geometrie der Flansche prüfen, Verformung und übermäßigen Rundlauf ausschließen.
- Wickelprofil über die Breite, Paketkanten und lockere oder eingeklemmte Windungen bewerten.
- Sicherstellen, dass das freie Ende zuverlässig fixiert ist und nicht unter einer benachbarten Windung verläuft.
- Kontrolliertes Abwickeln auf dem Standardhalter oder in demselben automatischen System durchführen, das in der Produktion genutzt wird.
- Für AMS-ähnliche Module mehrere Lade-, Entlade- und Rückwickelzyklen prüfen.
- Ergebnisse mit Chargennummer, Material, Farbe und Spulenformat verknüpfen.
Bei großen oder wiederkehrenden Einkäufen ist es wichtig, nicht nur den Spulenanfang zu testen. Ein Teil der Profilfehler zeigt sich näher an der Mitte oder in inneren Lagen, daher sollte der Qualifizierungsdruck ausreichend lang sein.
Was mit dem Hersteller abgestimmt werden sollte
Bei Auftragsfertigung oder private label sollte die Wicklung als eigener Teil der technischen Aufgabenstellung betrachtet werden: Spulentyp und -geometrie, Kompatibilität mit konkreten Haltern und automatischen Systemen, Anforderungen an Gleichmäßigkeit des Profils, Ansatz zur Spannungskontrolle für verschiedene Materialien, Methode zur Fixierung des Endes, Kontrolle der Spulenverformung nach dem Transport und Prüfung eines Musters auf der Ausrüstung des Kunden.
Bokotech stimmt diese Parameter gemeinsam mit Material, Farbe, TPU-Shore-Härte, Masse und Spulenformat, Kennzeichnung und Verpackung ab, damit die Spule nicht als separate Verpackung, sondern als Teil des Produktionssystems des Kunden bewertet wird. In der B2B-Beschaffung sollten drei Komponenten gemeinsam betrachtet werden: Filamentqualität, Wicklungsqualität und mechanische Kompatibilität der Spule mit der Ausrüstung. Ihre Kombination entscheidet, ob das Material nicht nur auf einem Testdrucker, sondern in einem wiederholbaren Produktionsprozess stabil läuft.