
Ein Katalog mit Standardmaterialien wie PLA, PETG, ABS+, ASA, TPU und Nylon/PA deckt die meisten typischen Aufgaben ab. Doch wenn ein Bauteil unter Abrieb arbeitet, bei erhöhter Temperatur Lasten trägt, mit Kraftstoff oder Ölen in Kontakt kommt oder exakt zu einer Markenfarbe passen muss, wird ein Material „von der Stange“ oft zum Kompromiss: Es erfüllt 80 %, aber die verbleibenden 20 % entscheiden, ob ein Produkt in die Serie gehen kann. Genau hier beginnt das Gespräch über eine kundenspezifische Rezeptur, also ein Filament, das für ein konkretes Bauteil und seine Einsatzbedingungen zusammengestellt wird.
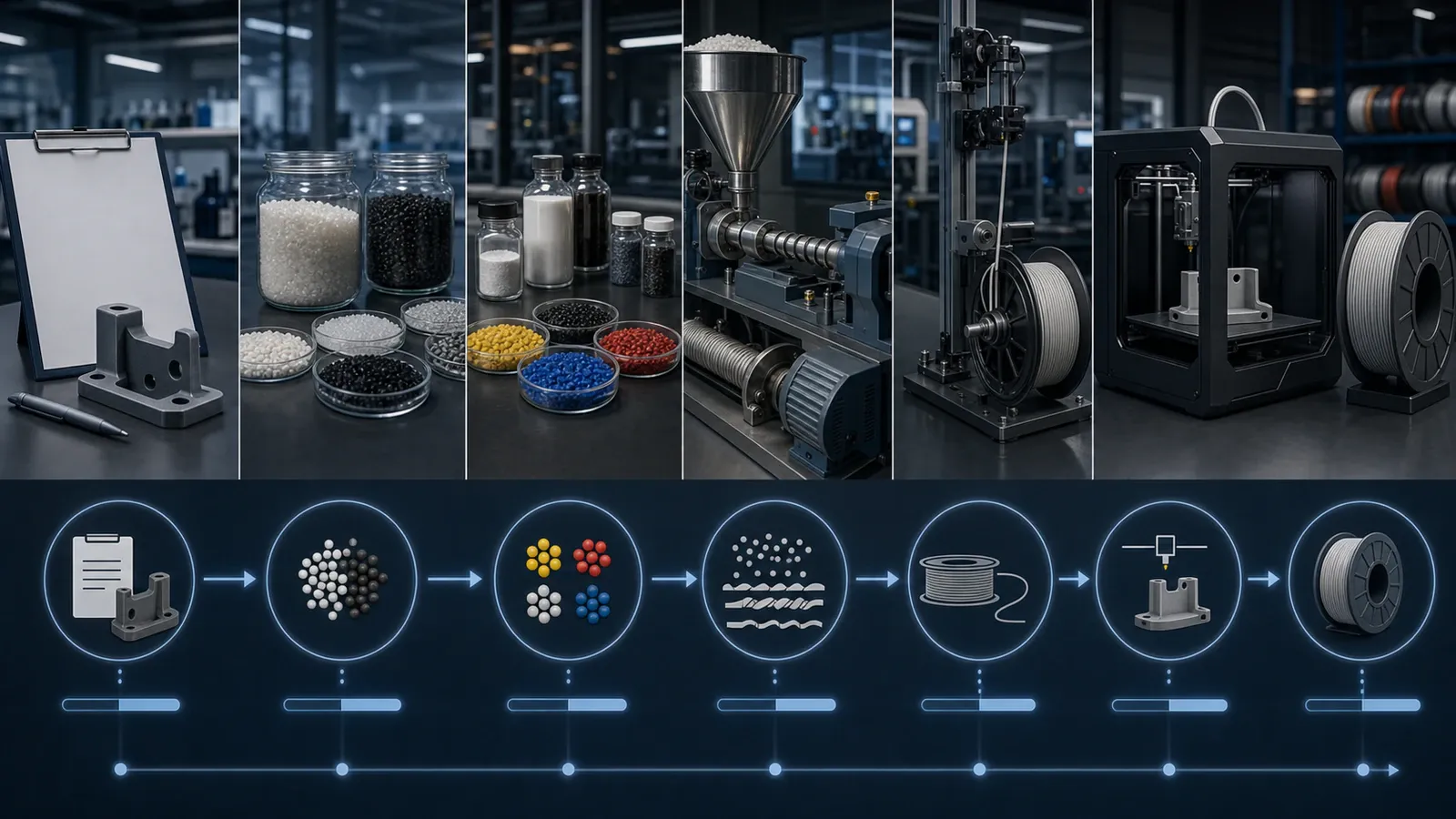
Das ist kein beliebiges Vermischen von Polymer und Additiven, sondern eine schrittweise technische Arbeit: Ausarbeitung der technischen Aufgabenstellung, Auswahl der Polymermatrix, Auswahl der Komponenten, Compoundierung, Extrusion des Filamentstrangs, Prüfung der Druckbarkeit und Vorbereitung der Rezeptur für eine wiederholbare Produktion.
Wann Standardmaterial nicht ausreicht
Der Bedarf an einer kundenspezifischen Rezeptur entsteht meist nicht beim ersten Prototyp, sondern wenn eine Aufgabe näher an die Serienfertigung rückt.
Eine untypische Kombination von Eigenschaften ist erforderlich. Ein Material kann ausreichend fest, aber zu spröde sein; ein anderes hält Stöße gut aus, besitzt jedoch zu wenig Steifigkeit. Die Rezeptur sucht den Ausgleich zwischen Steifigkeit und Schlagzähigkeit, Härte und Elastizität, Wärmebeständigkeit und einfacher Druckbarkeit, Verschleißfestigkeit und Verarbeitbarkeit. Die Verbesserung eines Parameters verschlechtert nicht selten einen anderen: Mehr Steifigkeit reduziert die Duktilität, und ein hoher Füllstoffanteil erschwert den Durchgang der Schmelze durch die Düse.
Das Material muss auf konkreter Ausrüstung funktionieren. Filament wird nicht losgelöst vom Prozess entwickelt: Zuführsystem, Extrudertyp, Düsendurchmesser, Temperaturbereich, geschlossene Kammer und Trocknungssystem sind entscheidend. Ein Material mit den gewünschten mechanischen Eigenschaften kann für einen bestimmten Druckerpark ungeeignet sein, wenn die Zuführung instabil ist, der Schmelzewiderstand zu hoch ausfällt, der Strang vor der Heißzone weich wird oder die Schrumpfung steigt.
Kontrollierte Flexibilität ist erforderlich. TPU 95A, 85A und weichere Varianten stehen für unterschiedliche Druck- und Einsatzszenarien. Ein weicheres Material funktioniert besser als Dichtung oder Dämpfer, ist aber anspruchsvoller in der Zuführung. Deshalb wird die Shore-Härte zusammen mit den Druckanforderungen gewählt und nicht isoliert betrachtet.
Eine Marken- oder spezielle Produktlinie ist erforderlich. Für eine Marke oder einen Distributor ist die Rezeptur Teil der Positionierung: ein definierter Farbton, matte Oberfläche, konkrete TPU-Härte, stabiler Eigenschaftssatz. Dann wird das Material zusammen mit Spulenformat, Wicklungsgewicht, Kennzeichnung, Verpackung und Druckprofilen abgestimmt.
Woraus eine Rezeptur besteht
Filament ist eine Zusammensetzung: Basispolymer plus ein Satz Additive, die während der Compoundierung gleichmäßig in der Matrix verteilt werden. Die Polymermatrix bestimmt die grundlegende Wärmebeständigkeit, Steifigkeit, chemische Natur, Schrumpfung und Feuchtigkeitsaufnahme. Ergänzt werden kann sie durch:
- Eigenschaftsmodifikatoren zur Anpassung von Schlagzähigkeit, Elastizität, Kristallisation oder Rheologie; bei Mischungen aus zwei Polymeren sind oft Verträglichkeitsvermittler nötig, weil mechanisches Mischen allein noch keine homogene Struktur garantiert;
- mineralische und faserförmige Füllstoffe (Glasfaser, Kohlefaser), die Steifigkeit, Maßhaltigkeit und Gebrauchstemperatur erhöhen, aber auch Schmelzeviskosität und Abrasivität steigern: verstärkte Materialien verschleißen Messingdüsen, daher sind gehärtete Stahldüsen erforderlich;
- Pigmente und Masterbatch: Schon ein kleiner Anteil sorgt für eine satte, gleichmäßige Farbe; verschiedene Pigmente beeinflussen Erwärmung und Oberfläche unterschiedlich, deshalb lässt sich ein Farbton nicht durch direkten Austausch des Farbstoffs zwischen unterschiedlichen Basismaterialien übertragen;
- Stabilisatoren und Verarbeitungshilfen wie Thermostabilisatoren, Antioxidantien und UV-Stabilisatoren; ein Überschuss an Verarbeitungshilfen kann die Extrusion verbessern, aber die Schichthaftung oder Einfärbung verschlechtern.
Ein wichtiger technischer Punkt: Additive, die für Spritzguss oder Blasfolie ausgelegt sind, eignen sich nicht automatisch für FDM. Filament läuft unter hoher Scherung durch eine feine Düse, deshalb müssen Füllstoffe und Pigmente gut dispergiert und frei von Agglomeraten sein, die Mikroverstopfungen verursachen. Eine Rezeptur für den 3D-Druck wird separat entwickelt und nicht mechanisch aus anderen Kunststoffverarbeitungsprozessen übernommen.
Warum Feuchtigkeitskontrolle Teil der Rezeptur ist
Die meisten technischen Polymere sind hygroskopisch, und Polyamide nehmen Feuchtigkeit besonders schnell auf. Wenn im Granulat oder Masterbatch Feuchtigkeit bleibt, wird sie beim Erhitzen zu Dampf, bildet Blasen in der Schmelze und verursacht Knacken, Stringing und instabilen Durchmesser; Hydrolyse baut außerdem Polymerketten ab und verschlechtert die Mechanik. Deshalb sind das Trocknen der Rohstoffe vor der Compoundierung und der Feuchtigkeitsschutz des fertigen Filaments ein untrennbarer Teil der Rezeptur: Ohne das liefert selbst eine perfekt ausgewählte Zusammensetzung kein stabiles Material.
Wie die Entwicklung abläuft
1. Technische Aufgabenstellung
Der Prozess beginnt nicht mit einer Liste von Additiven, sondern mit der Beschreibung der Aufgabe: Was soll gedruckt werden, welche Lasten wirken auf das Bauteil, bei welcher Temperatur und Feuchtigkeit wird es arbeiten, gibt es Kontakt mit Schmierstoffen, Kraftstoff, Chemikalien oder UV, welche Drucker und Düsen werden verwendet, welche Fehler sind unzulässig und welche Eigenschaften haben Priorität. Der Wunsch, gleichzeitig maximale Festigkeit, Flexibilität, Wärmebeständigkeit, geringe Schrumpfung und Druck ohne Spezialausrüstung zu erreichen, erfordert meist eine Klärung der Prioritäten.
2. Abnahmekriterien
Formulierungen wie „fester“ oder „druckt besser“ reichen nicht aus. Es wird festgelegt, wie das Ergebnis geprüft wird: Verhalten eines Kontrollmodells, keine Delaminierung bei definierten Einstellungen, zulässige Verformung eines großen Bauteils, TPU-Härte, Oberflächenzustand, Farbstabilität, mechanische Prüfung von Proben und Wiederholbarkeit auf mehreren Druckern. Prüfmethoden und Probenorientierung werden fixiert, weil sich Eigenschaften entlang der Schichten und in Richtung der Zwischenschichthaftung deutlich unterscheiden.
3. Auswahl von Basis und Komponenten
Es wird ein Basispolymer oder eine Mischung gewählt und eine oder mehrere Versuchsrezepturen werden vorbereitet. Effizienter ist es, zuerst die minimal notwendige Modifikation zu prüfen: Eine große Zahl von Komponenten erschwert die Analyse der Ergebnisse, die Kontrolle der Rohstoffe und die Wiederholung der Charge.
4. Compoundierung und Extrusion des Versuchsstrangs
Die Komponenten werden bei stabiler Dosierung und kontrollierter Wärmebelastung gleichmäßig in der Matrix verteilt; hygroskopische Polymere und Füllstoffe werden vorab getrocknet. Nach der Strangbildung wird nicht nur der durchschnittliche Durchmesser geprüft, sondern auch seine Stabilität über die Länge, Ovalität, Oberfläche und Wicklungsqualität.
5. Prüfung der Druckbarkeit
Das Versuchsfilament wird in einem Bereich von Einstellungen getestet und nicht nur bei einer einzigen Temperatur: Bewertet werden Zuführstabilität, Linienbildung, Brücken und Überhänge, Retracts, Schichthaftung, Schrumpfung, Oberflächenqualität und der Zustand der Düse nach dem Druck mit gefülltem Material. Neben Standardproben wird ein Bauteil gedruckt, das dem realen Produkt nahekommt, denn auf einem langen oder komplexen Modell kann sich das Material anders verhalten.
6. Pilotcharge und Fixierung des Prozesses
Es wird eine Pilotcharge hergestellt, um die Skalierbarkeit zu prüfen; gleichzeitig werden Anforderungen an Rohstoffe, Vorbereitungsabfolge, Verarbeitungsparameter, Kontrollkriterien und Verpackungsregeln festgelegt. Ohne diese Fixierung garantiert selbst eine erfolgreiche Laborformel keine Wiederholbarkeit der nächsten Chargen.
Kosten und MOQ
Einen universellen Preis oder eine standardisierte MOQ für kundenspezifisches Material gibt es nicht. Beeinflusst werden sie durch die Verfügbarkeit von Polymer und Additiven, Mindestabnahmemengen für Komponenten, Zahl der Versuchsrezepturen, Komplexität der Mischung, Bedarf an Linienreinigung, Kosten für Pigmente und Füllstoffe, Umfang der Prüfungen, Anforderungen an Spulen und Verpackung sowie das erwartete Volumen wiederkehrender Bestellungen. Die Hauptkosten entfallen oft nicht auf das Polymer selbst, sondern auf Entwicklung, Versuchsextrusionen und Validierung. Deshalb lohnt es sich, von Anfang an einmalige Produktentwicklungsarbeit und die Kosten der Serienproduktion zu trennen.
Wann eine kundenspezifische Rezeptur nicht sinnvoll ist
Ein kundenspezifisches Material ist nicht immer die beste Lösung. Wenn ein Standardfilament die Anforderungen bereits erfüllt und das Problem durch Änderung der Bauteilkonstruktion, Orientierung, des Druckprofils oder der Trocknungsbedingungen gelöst werden kann, ist es vernünftiger, dabei zu bleiben. Entwicklung lässt sich schwer begründen für ein Einzelteil ohne Aussicht auf Folgechargen oder ohne messbare Erfolgskriterien. Anforderungen an Lebensmittelkontakt, medizinische Anwendung oder Flammwidrigkeit sind gesondert zu betrachten: Eigenschaften oder Dokumente des Basisrohstoffs können nicht automatisch auf eine neue Rezeptur und ein gedrucktes Bauteil übertragen werden. Für solche Aussagen braucht es eine separate Bewertung des Endmaterials und Produkts.
Was vor der Anfrage beim Hersteller vorbereitet werden sollte
Für ein konkretes Gespräch ist es hilfreich, eine Beschreibung des Bauteils und der Einsatzbedingungen, eine Liste kritischer Eigenschaften, Druckermodelle und Düsendurchmesser, das aktuelle Material und die konkreten Gründe, warum es nicht passt, bereitzustellen, ebenso Fotos von Defekten, Bauteilmodelle, vorhandene Prüfergebnisse und das erwartete Verbrauchsvolumen. Das hilft, ein Rezepturproblem von einem Konstruktions-, Ausrüstungs- oder Druckparameterproblem zu trennen.
Bokotech kann Auftragsfertigung und OEM / private label besprechen: Auswahl von Material, Farbe, TPU-Shore-Härte, Spulenformat, Kennzeichnung, Verpackung und Qualitätskontrolle. Vor Produktionsstart ist es wichtig, technische Aufgabenstellung, Abnahmekriterien und Ablauf der Materialprüfung abzustimmen. Eine kundenspezifische Rezeptur ist dann gerechtfertigt, wenn Anforderungen in Funktionen und messbaren Parametern formuliert sind. Genau das macht aus einer experimentellen Mischung ein Material, das sich stabil extrudieren, drucken und von Charge zu Charge wiederholen lässt.