
TPU ist das verbreitetste flexible Material im 3D-Druck, doch gerade seine Flexibilität macht die Auswahl für die Serie anspruchsvoll. Für einen einmaligen Prototyp reicht oft, dass er “irgendwie druckt”. In der Serie zählt etwas anderes: Das tausendste Bauteil muss so aussehen wie das erste, die Zuführung darf in langen Schichten nicht ausfallen, und die nächste Materialcharge muss sich wie die vorherige verhalten. Instabile Extrusion lässt sich im Einzeldruck manchmal mit Einstellungen kompensieren; in der Serie wird sie zu Unterextrusion, Anlagenstillständen, Gewichtsunterschieden der Bauteile und zusätzlicher Kontrolle jeder Charge. TPU sollte deshalb als Teil des Produktionsprozesses ausgewählt werden, nicht als isoliertes Verbrauchsmaterial.
Mit der Funktion des Bauteils beginnen, nicht mit dem “weichsten TPU”
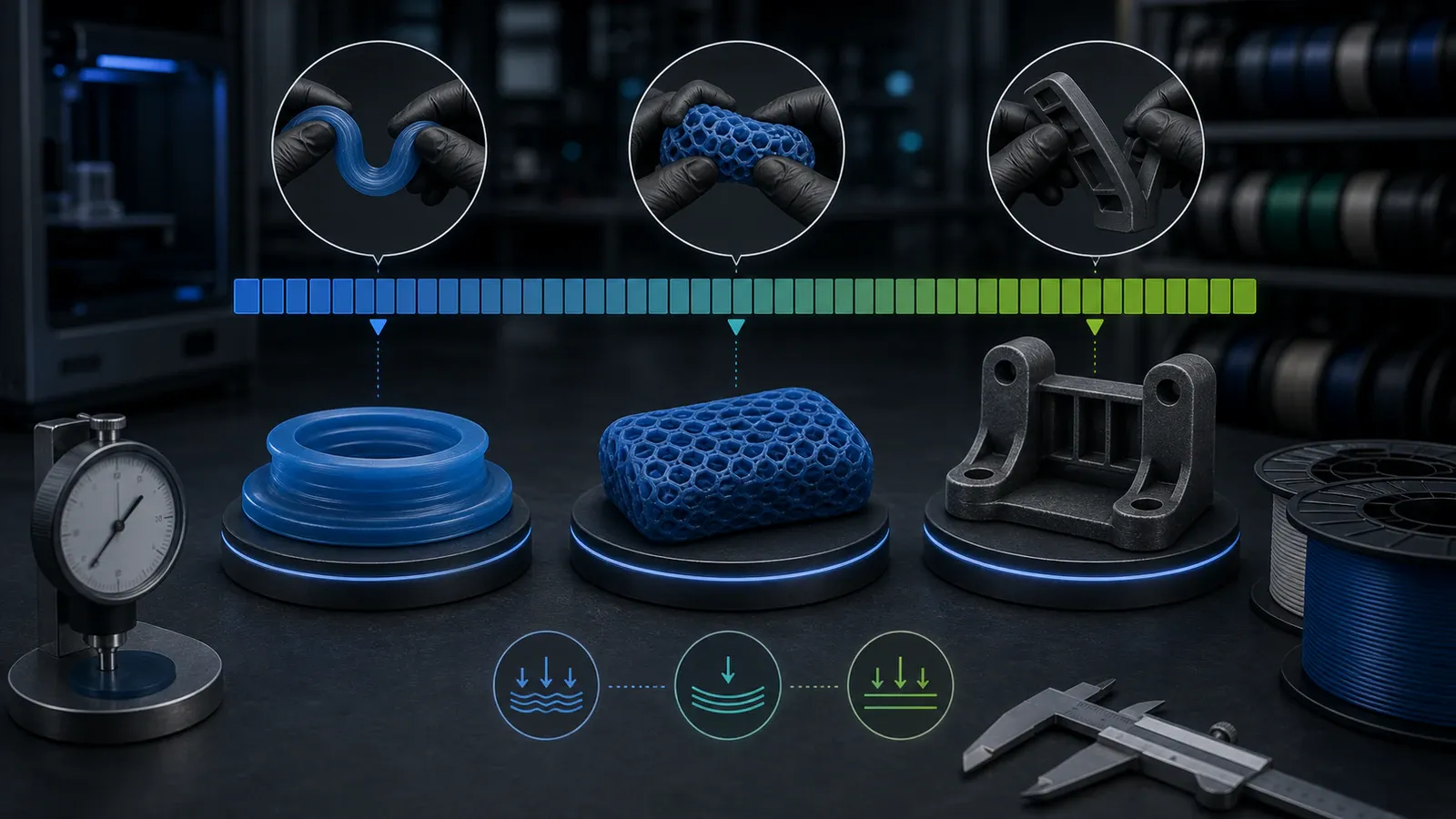
Ein häufiger Fehler ist die Auswahl nach dem Prinzip “je weicher, desto besser”. Sinnvoller ist es, die Anforderungen an das Bauteil zu formulieren: Soll es zusammengedrückt werden, sich biegen, Stöße dämpfen, als Dichtung arbeiten, Reibung aushalten oder einfach eine angenehme elastische Oberfläche haben? In das technische Briefing gehören:
- Belastungsart: Zug, Druck, Biegung, Stoß oder Reibung;
- zulässige Verformung unter Last und Anzahl der Biege- oder Druckzyklen;
- Anforderungen an Formrückstellung und Druckverformungsrest;
- Kontakt mit Wasser, Ölen, Kraftstoff, Reinigungsmitteln oder Schweiß;
- Arbeitstemperatur und Einsatzbedingungen im Freien;
- zulässige Änderung von Abmessungen und Gewicht des Bauteils.
Für eine Dichtung, einen Dämpfer, eine Schutzhülle und eine Antriebsrolle können unterschiedliche TPU-Typen nötig sein, selbst bei gleicher nomineller Härte. Oft entsteht der gewünschte Weichheitseindruck nicht durch das weichste Material, sondern durch die Konstruktion: Gitterstruktur, weniger Perimeter, geringerer Infill oder eine spezielle Verformungsgeometrie. Das bietet bessere Wiederholbarkeit als der Versuch, ein zu weiches Filament am Limit der Maschine zu drucken.
Was Shore-Härte wirklich bedeutet
Die Härte von TPU wird auf der Shore-A-Skala für weiche Elastomere und der Shore-D-Skala für steifere Materialien gemessen, indem der Eindringwiderstand gegen einen Indenter bestimmt wird. Das ist ein nützlicher Vergleichsparameter, beschreibt aber nicht das gesamte Verhalten eines Bauteils. Zwei TPU mit gleicher Härte 95A können sich unterscheiden bei:
- Elastizitätsmodul und Kraft bei definierter Dehnung;
- Bruchdehnung und Druckverformungsrest;
- Geschwindigkeit der Formrückstellung;
- Reiß- und Abriebfestigkeit;
- Schmelzviskosität und zulässiger Druckgeschwindigkeit;
- Beständigkeit gegen Wasser, Öle, UV-Licht oder niedrige Temperaturen.
TPU 95A ist für die meisten Serienaufgaben ein praktischer Arbeitspunkt: Es ist elastisch genug für reale Anwendungen, aber steif genug für stabile Zuführung, etwa bei Dämpfungseinsätzen, Schutzhüllen, Stoßfängern und Dichtungen mittlerer Härte. Je weicher das Material ist (90A, 85A und darunter), desto schwieriger wird der Druck: TPU 85A benötigt bereits einen Direct-Drive-Extruder mit eng geführtem Filamentweg, niedrige Geschwindigkeiten und minimale Retraktion. Shore-A- und Shore-D-Werte sind nicht austauschbar, und die Messung einer dünnen gedruckten Wand mit einem Hand-Durometer ist ungenau; zur Kontrolle sind ein Standardprüfkörper und ein unverändertes Verfahren besser. In der Serienabstimmung sollte die Zielhärte zusammen mit der zulässigen Abweichung festgelegt werden, weil sie sowohl Rezeptur als auch Druckmodus beeinflusst.
Chemietyp: Polyether oder Polyester
Hinter derselben Härtezahl können unterschiedliche TPU-Chemien stehen, und für die Serie ist das kein Detail. Grundsätzlich unterscheidet man Polyester- und Polyether-TPU.
Polyester-TPU bietet hohe mechanische Festigkeit, gute Abriebfestigkeit und Beständigkeit gegen Öle und Lösemittel; es ist daher naheliegend, wenn ein Bauteil mit Schmierstoffen in Kontakt kommt oder unter Abrieb arbeitet. Schwachpunkt ist die Hydrolyse: In dauerhaft feuchter oder heiß-feuchter Umgebung degradiert Polyester-TPU mit der Zeit. Polyether-TPU hält Hydrolyse dagegen besser aus, funktioniert in feuchter Umgebung und bleibt bei Kälte flexibel, während es sich auch bei Abrieb und Reißen gut verhält. Für Bauteile im Außenbereich, feuchte Bedingungen oder niedrige Temperaturen passt deshalb häufig eine Polyether-Basis besser.
Der praktische Schluss: Bevor ein Material für die Serie festgelegt wird, müssen die Einsatzbedingungen des Bauteils abgestimmt werden, etwa Kontakt mit Ölen, Feuchtigkeit und Temperatur. Sie bestimmen die Wahl der Chemie genauso wie die Härte. Die allgemeine Bezeichnung TPU garantiert kein identisches Verhalten in einer konkreten Umgebung, deshalb muss die technische Dokumentation der gewählten Rezeptur geprüft werden.
Zuführstabilität: wo die Serie instabil wird
TPU lässt sich zusammendrücken, biegt sich und reagiert elastisch auf den Druck des Fördermechanismus. Ein Teil der Extruderbewegung geht daher nicht in Materialförderung, sondern in Verformung des Filaments. Typische Folgen sind ungleichmäßige Linienbreite, periodische Unterextrusion, Druckaufbau vor der Düse, Ausweichen des Filaments in Spalte am Fördermechanismus, instabile Retracts und erhöhte Empfindlichkeit gegenüber Spulenwiderstand.
Mehrere Faktoren beeinflussen die Gleichmäßigkeit der Zuführung:
- Durchmesser und seine Stabilität entlang der Länge. Der Drucker dosiert Material nach Volumen und nimmt einen konstanten Querschnitt an; wenn der Durchmesser “schwimmt” oder der Strang oval ist, entstehen Überextrusion und Unterförderung. Bei flexiblem Material ist das kritischer, weil TPU Druckschwankungen in der Schmelzzone schlechter verzeiht.
- Extruderkonfiguration. Für TPU, besonders für weichere Typen, ist Direct Drive praktisch die zuverlässigste Wahl: Ein kurzer und möglichst geschlossener Pfad lässt keinen Spalt, in dem der Strang ausknicken kann. Bowden-Systeme können ebenfalls TPU drucken, verlangen aber deutlich mehr Tuning, niedrigere Geschwindigkeiten und fast vollständigen Verzicht auf Retraktion; ein erfolgreicher Kurztest bestätigt noch keine Stabilität für eine mehrstündige Serie.
- Zustand des Zuführwegs. Geprüft werden fehlende freie Spalte hinter den Zahnrädern, saubere Zahnräder, moderater Anpressdruck (zu viel Druck prägt und schleift den Strang ab, zu wenig führt zu Schlupf), freie Spulenrotation und ein glatter Weg zum Extruder.
- Druckmodus. Flexible Materialien drucken am besten mit niedrigen Geschwindigkeiten und kurzen, langsamen Retracts. Diese Einstellungen werden im Profil für das konkrete Material fixiert und nicht für jede Charge neu gesucht.
Geschwindigkeit sollte über den Volumenstrom bewertet werden, nicht nur über “mm/s” im Slicer. Wenn der benötigte Volumenstrom die Möglichkeiten des Systems übersteigt, hilft eine höhere Temperatur nicht immer: Sie erhöht Nachlaufen und Stringing und verschlechtert die Geometrie kleiner Elemente. Zuverlässiger ist es, den Volumenstrom zu reduzieren, die Düse zu ändern oder ein TPU zu wählen, das für produktivere Extrusion entwickelt wurde.
Feuchtigkeit als Quelle von Instabilität
TPU ist hygroskopisch, stärker als ABS oder PETG. Feuchtes Filament erzeugt charakteristische Dampfblasen im Hotend, eine poröse und raue Oberfläche, Stringing, instabilen Austrittsdurchmesser und schwächere Schichthaftung. Für die Serie genügt es nicht, das Material einmal vor dem Start zu trocknen; nötig ist ein gesteuertes System: Trocknung nach Herstellerempfehlung (TPU wird bei moderaten Temperaturen getrocknet, grob um 50-55 °C, mit Vermeidung von Überhitzung, weil eine weiche Spule wegen der niedrigen Glasübergangstemperatur zu einem Block verkleben kann), Lagerung geöffneter Spulen in luftdichten Behältern mit Trockenmittel, Zuführung aus einer Dry Box bei langen Drucken, Dokumentation der Zeit, die eine Spule offen in der Umgebung verbringt, und erneutes Trocknen nach einer internen Regel. Eine universelle Temperatur gibt es nicht; sie hängt von der Materialrezeptur und der Wärmebeständigkeit der Spule ab.
Die Bauteilgeometrie verändert die tatsächliche Steifigkeit
Filamenthärte ist nicht gleich Bauteilsteifigkeit. Das Verhalten des Produkts wird beeinflusst durch Wandstärke, Anzahl der Perimeter, Dichte und Struktur des Infills, Schichtorientierung, Hohlräume und Rippen, Temperatur und Qualität der Verbindung zwischen den Schichten. Ein dünnwandiges Bauteil aus TPU 95A lässt sich leicht biegen, während ein kompaktes Bauteil aus demselben Material mit massivem Infill fast wie ein steifer Elastomer wirkt. Für die Serie werden deshalb nicht nur der Filament-SKU festgelegt, sondern auch CAD-Modellversion, Orientierung, Slicer-Profil, Perimeterzahl, Infill und wichtige Kühlparameter. Eine Geometrieänderung kann das Ergebnis stärker beeinflussen als eine kleine Differenz der nominellen Härte.
TPU vor der Skalierung prüfen
Das Material wird auf derselben Anlage qualifiziert, auf der die Serienfertigung geplant ist: Ein kleines Demonstrationsmuster bildet lange Spulenlaufzeiten, wiederholte Retracts, Wärmestau und veränderten Widerstand beim Abwickeln nicht ab. Die praktische Prüfung sollte kontinuierlichen Druck eines typischen Bauteils, mehrere Starts nach erneutem Laden des Materials, Vergleich von Anfang, Mitte und Ende der Spule, Kontrolle von Gewicht und kritischen Maßen, Funktionstest nach Stabilisierung der Muster (Kompression in einer Nut, zyklisches Biegen, Montage in einer Baugruppe) und Wiederholung des Tests mit einer anderen Filamentcharge enthalten. Nach der Materialauswahl werden ein Referenzbauteil und ein Arbeitsfenster der Parameter freigegeben, in dem das Profil nicht einen “idealen” Wert enthält, sondern zulässige Stabilitätsgrenzen.
Was mit dem Filamenthersteller abzustimmen ist
Bei einem B2B-Projekt werden nicht nur Härte und Farbe vorab vereinbart. In die Spezifikation gehören Zusammensetzung oder TPU-Typ, Zielhärte und Kontrollmethode, funktionale Anforderungen an das Bauteil, Equipment und Produktionsprofil des Kunden, Format und Konstruktion der Spule, Wicklungsgewicht, Chargenkennzeichnung, Verpackung, Lagerbedingungen, Anforderungen an Wiederholbarkeit von Farbe und Zuführung sowie die Liste der vor dem Start geprüften Parameter. Statt nur auf den Preis pro Kilogramm zu schauen, sollte die Gesamtkostenbetrachtung für ein stabiles Bauteil zählen: Ausschussquote, Einstellzeit, Druckerstillstand und Kontrollaufwand.
Das richtige TPU für die Serie ist nicht zwingend das weichste oder teuerste Material, sondern das Material, das zur Funktion des Bauteils passt, auf Ihrem Equipment stabil gefördert wird, wiederholbare Geometrie liefert und seine Eigenschaften von Charge zu Charge bewahrt. Bokotech arbeitet mit technischen Filamenten in Auftragsfertigung, OEM und private label und stimmt mit dem B2B-Kunden Materialauswahl, TPU-Härte, Chemietyp, Farbe, Spulenformat, Kennzeichnung, Verpackung und Kontrollkriterien vor Serienstart ab. So lässt sich Filament im Kontext des realen Prozesses bewerten, nicht anhand eines Einzelmusters - und genau die Beherrschbarkeit dieses Gesamtsystems entscheidet, ob TPU-Bauteile innerhalb eines Laufs und bei Wiederbestellungen gleich bleiben.