
Katalog standardowych PLA, PETG, ABS+, ASA, TPU i PA/Nylon pokrywa większość typowych zadań. Kiedy jednak detal pracuje przy ścieraniu, przenosi obciążenie w podwyższonej temperaturze, ma kontakt z paliwem lub olejami albo musi odpowiadać firmowemu kolorowi marki, gotowy materiał “z półki” często okazuje się kompromisem: spełnia wymagania w 80%, a pozostałe 20% decyduje o tym, czy wyrób trafi do produkcji seryjnej. Właśnie tu zaczyna się rozmowa o indywidualnej recepturze, czyli filamencie skomponowanym pod konkretny detal i warunki jego eksploatacji.
Nie jest to dowolne mieszanie polimeru z dodatkami, lecz sekwencyjna praca inżynierska: przygotowanie specyfikacji technicznej, wybór matrycy polimerowej, dobór komponentów, kompaundowanie, ekstruzja filamentu, weryfikacja drukowalności oraz przygotowanie receptury do powtarzalnej produkcji.
Kiedy standardowy materiał nie wystarcza
Potrzeba indywidualnej receptury zwykle pojawia się nie na etapie pierwszego prototypu, lecz wtedy, gdy zadanie zbliża się do produkcji seryjnej.
Potrzebne jest nietypowe połączenie właściwości. Materiał może być wystarczająco wytrzymały, ale zbyt kruchy; inny dobrze znosi uderzenia, lecz ma niewystarczającą sztywność. Receptura szuka równowagi między sztywnością a udarnością, twardością a elastycznością, odpornością cieplną a łatwością druku, odpornością na zużycie a technologicznością. Poprawa jednego parametru często pogarsza inny: zwiększenie sztywności zmniejsza plastyczność, a wysoki udział wypełniacza utrudnia przepływ stopu przez dyszę.
Materiał musi działać na konkretnym sprzęcie. Filamentu nie opracowuje się w oderwaniu od procesu: znaczenie mają konstrukcja podawania, typ ekstrudera, średnica dyszy, zakres temperatur, obecność zamkniętej komory oraz system suszenia. Materiał o wymaganej mechanice może okazać się nieprzydatny dla konkretnej floty drukarek ze względu na niestabilne podawanie, zbyt wysoki opór stopu, mięknięcie filamentu przed wejściem do gorącej strefy albo zwiększony skurcz.
Potrzebna jest kontrolowana elastyczność. TPU 95A, 85A i bardziej miękkie warianty to różne scenariusze druku i eksploatacji. Miększy materiał lepiej sprawdza się jako uszczelka lub element tłumiący, ale jest bardziej wymagający przy podawaniu, dlatego twardość Shore dobiera się razem z wymaganiami druku, a nie w izolacji.
Potrzebna jest firmowa lub specjalna linia produktowa. Dla marki albo dystrybutora receptura jest częścią pozycjonowania: określony odcień, matowa powierzchnia, konkretna twardość TPU, stabilny zestaw właściwości. Wtedy materiał uzgadnia się razem z formatem szpuli, masą nawoju, oznakowaniem, pakowaniem i profilami druku.
Z czego składa się receptura
Filament to kompozycja: polimer bazowy plus zestaw dodatków równomiernie rozprowadzonych w matrycy podczas kompaundowania. To matryca polimerowa określa bazową odporność cieplną, sztywność, charakter chemiczny, skurcz oraz zdolność pochłaniania wilgoci. Można do niej dodawać:
- modyfikatory właściwości - do korygowania udarności, elastyczności, krystalizacji lub reologii; w mieszankach dwóch polimerów często potrzebne są kompatybilizatory, bo samo mieszanie mechaniczne nie gwarantuje jednorodnej struktury;
- wypełniacze mineralne i włókniste (włókno szklane, włókno węglowe) - zwiększają sztywność, stabilność wymiarową i temperaturę pracy, ale podnoszą lepkość stopu oraz abrazyjność: materiały wzmacniane zużywają dysze mosiężne, dlatego wymagają dysz ze stali hartowanej;
- pigmenty i masterbatch - nawet niewielki procent daje nasycony, równomierny kolor; różne pigmenty w różny sposób wpływają na nagrzewanie i powierzchnię, dlatego odcienia nie przenosi się prostą zamianą barwnika między bazami;
- stabilizatory i dodatki technologiczne - stabilizatory termiczne, antyoksydanty, stabilizatory UV; nadmiar dodatku technologicznego może poprawić ekstruzję, ale pogorszyć adhezję warstw albo barwienie.
Ważny niuans techniczny: dodatki opracowane do formowania wtryskowego lub rozdmuchu folii nie zawsze nadają się do FDM. Filament przechodzi przez cienką dyszę przy wysokim ścinaniu, dlatego wypełniacze i pigmenty muszą być dobrze zdyspergowane, bez aglomeratów powodujących mikrozatory. Recepturę do druku opracowuje się oddzielnie, a nie przenosi mechanicznie z innych procesów przetwórstwa.
Dlaczego kontrola wilgoci jest częścią receptury
Większość polimerów inżynieryjnych jest higroskopijna, a poliamidy szczególnie szybko pochłaniają wilgoć. Jeśli w granulacie lub masterbatchu zostanie wilgoć, podczas nagrzewania zamienia się w parę, tworzy pęcherzyki w stopie i powoduje trzaski, nitkowanie oraz niestabilną średnicę, a hydroliza niszczy łańcuchy polimerowe i pogarsza mechanikę. Dlatego suszenie surowca przed kompaundowaniem i ochrona gotowego filamentu przed wilgocią są nieodłączną częścią receptury: bez tego nawet idealnie dobrany skład nie da stabilnego materiału.
Jak przebiega rozwój
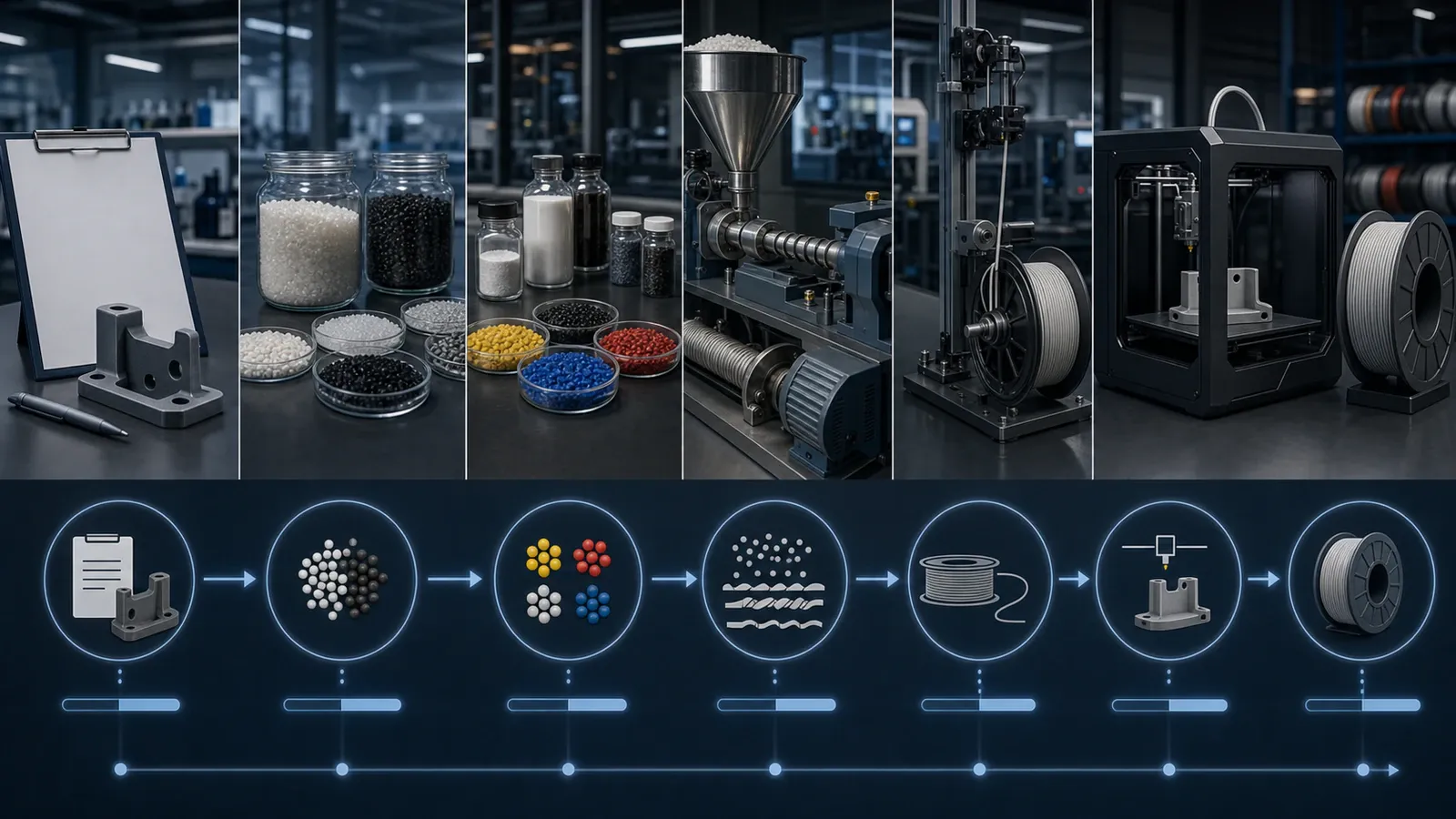
1. Specyfikacja techniczna
Zaczyna się nie od listy dodatków, lecz od opisu zadania: co będzie drukowane, jakie obciążenia będą działały na detal, w jakiej temperaturze i wilgotności będzie pracował, czy będzie miał kontakt ze smarami, paliwem, chemią lub UV, jakie drukarki i dysze będą używane, jakie wady są niedopuszczalne oraz które właściwości mają priorytet. Chęć uzyskania jednocześnie maksymalnej wytrzymałości, elastyczności, odporności cieplnej, niskiego skurczu i druku bez specjalnego sprzętu zwykle wymaga doprecyzowania priorytetów.
2. Kryteria odbioru
Sformułowania “mocniejszy” albo “lepiej się drukuje” nie wystarczają. Określa się, jak będzie sprawdzany wynik: zachowanie modelu kontrolnego, brak rozwarstwienia przy zadanych ustawieniach, dopuszczalna deformacja dużego detalu, twardość TPU, stan powierzchni, stabilność koloru, badania mechaniczne próbek oraz powtarzalność na kilku drukarkach. Metody badań i orientację próbek zapisuje się, ponieważ właściwości wzdłuż warstw i w kierunku połączenia międzywarstwowego znacząco się różnią.
3. Dobór bazy i komponentów
Wybiera się polimer bazowy lub mieszankę i przygotowuje jedną albo kilka receptur próbnych. Skuteczniej jest najpierw sprawdzić minimalnie potrzebną modyfikację: duża liczba komponentów utrudnia analizę wyników, kontrolę surowców i powtórzenie partii.
4. Kompaundowanie i ekstruzja próbnego filamentu
Komponenty równomiernie rozprowadza się w matrycy przy stabilnym dozowaniu i kontroli obciążenia cieplnego; polimery higroskopijne i wypełniacze wstępnie się suszy. Po uformowaniu filamentu sprawdza się nie tylko średnią średnicę, lecz także jej stabilność na długości, owalność, powierzchnię oraz jakość nawijania.
5. Weryfikacja drukowalności
Próbny filament testuje się w zakresie ustawień, a nie przy jednej temperaturze: ocenia się stabilność podawania, formowanie linii, mosty i nawisy, retrakcje, adhezję warstw, skurcz, jakość powierzchni oraz stan dyszy po druku materiałem wypełnionym. Oprócz standardowych próbek drukuje się detal zbliżony do realnego wyrobu, ponieważ na długim lub złożonym modelu materiał może zachowywać się inaczej.
6. Partia pilotażowa i utrwalenie procesu
Wytwarza się partię pilotażową do sprawdzenia skalowalności i jednocześnie utrwala wymagania wobec surowców, sekwencję przygotowania, parametry przetwórstwa, kryteria kontroli oraz zasady pakowania. Bez takiego utrwalenia nawet udana formuła laboratoryjna nie gwarantuje powtarzalności kolejnych partii.
Koszt i MOQ
Nie istnieje uniwersalna cena ani standardowe MOQ dla materiału na zamówienie. Wpływają na nie dostępność polimeru i dodatków, minimalne wolumeny zakupu komponentów, liczba receptur próbnych, złożoność mieszania, potrzeba czyszczenia linii, koszt pigmentów i wypełniaczy, zakres badań, wymagania wobec szpul i pakowania oraz prognozowany wolumen powtarzalnych zamówień. Główne koszty często przypadają nie na sam polimer, lecz na rozwój, próbne ekstruzje i walidację, dlatego od początku warto oddzielać jednorazową pracę nad produktem od kosztu produkcji seryjnej.
Kiedy indywidualna receptura nie ma uzasadnienia
Materiał na zamówienie nie zawsze jest najlepszym rozwiązaniem. Jeśli standardowy filament już spełnia wymagania, a problem można rozwiązać zmianą konstrukcji detalu, orientacji, profilu druku albo warunków suszenia, rozsądniej pozostać przy nim. Rozwój trudno uzasadnić dla pojedynczego wyrobu bez perspektywy powtarzalnych partii albo bez mierzalnych kryteriów wyniku. Osobno należy traktować wymagania dotyczące kontaktu z żywnością, zastosowań medycznych lub ognioodporności: właściwości lub dokumentów surowca bazowego nie można automatycznie przenosić na nową recepturę i wydrukowany detal - dla takich deklaracji potrzebna jest oddzielna ocena końcowego materiału i wyrobu.
Co przygotować przed kontaktem z producentem
Do rzeczowej rozmowy warto przekazać opis detalu i warunków eksploatacji, listę krytycznych właściwości, modele drukarek i średnicę dyszy, obecny materiał oraz konkretne powody, dla których nie jest odpowiedni, a także zdjęcia wad, modele detali, dostępne wyniki badań i prognozowany wolumen zużycia. To pomaga oddzielić problem receptury od problemu konstrukcji, sprzętu albo parametrów druku.
Bokotech może omawiać produkcję kontraktową oraz OEM / private label: wybór materiału, koloru, twardości TPU według Shore, formatu szpuli, oznakowania, pakowania i kontroli jakości. Przed uruchomieniem produkcji ważne jest uzgodnienie specyfikacji technicznej, kryteriów odbioru i sekwencji weryfikacji materiału. Indywidualna receptura jest uzasadniona wtedy, gdy wymagania są sformułowane językiem funkcji i mierzalnych parametrów - właśnie to zmienia eksperymentalną mieszankę w materiał, który można stabilnie ekstruzjować, drukować i powtarzać od partii do partii.