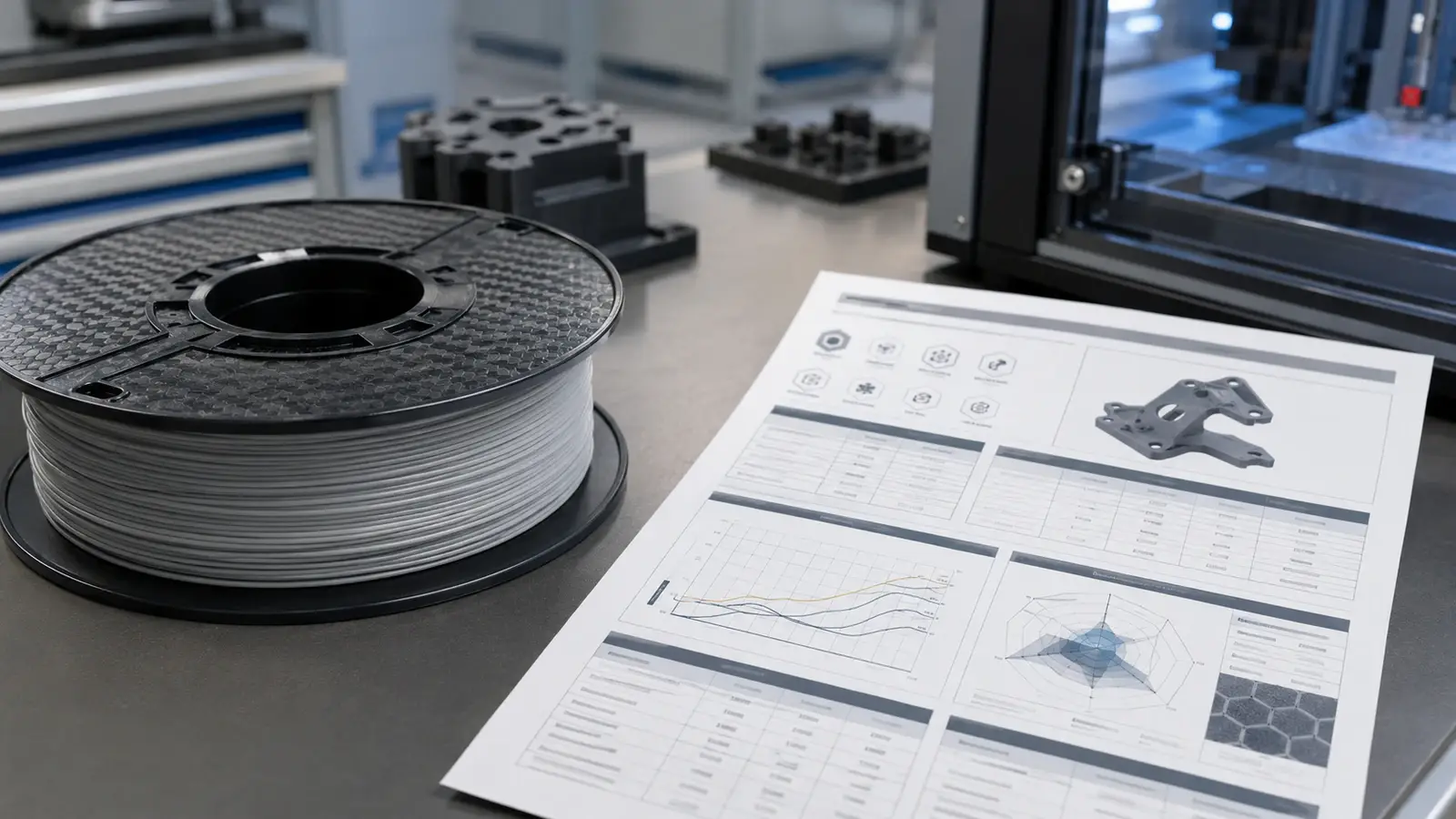
W zakupach B2B nazwa materiału nie wystarcza. PLA, PETG, ASA, ABS+, TPU czy PA mogą mieć różne receptury, dodatki, barwniki, lepkość, stabilizację, twardość i zachowanie podczas druku. Dlatego przed zakupem dużego wolumenu warto patrzeć nie tylko na cenę za kilogram, lecz także na TDS, czyli kartę techniczną materiału (Technical Data Sheet).
TDS pomaga szybko ocenić materiał, ale nie daje gwarancji, że filament będzie stabilnie działał dokładnie na waszym sprzęcie i w waszym wyrobie. Pomaga odrzucić nieodpowiednie materiały, porównać dostawców i przygotować poprawne techniczne zadanie zakupowe, lecz nie zastępuje testów. Przed porównaniem dwóch materiałów warto odpowiedzieć na trzy pytania:
- Czy badano granulat, ekstrudowany pręt czy wydrukowaną próbkę?
- Według jakiej normy i w jakich warunkach uzyskano wynik?
- Czy wartość jest typowa, minimalnie gwarantowana, czy stanowi część uzgodnionej specyfikacji?
Bez tych doprecyzowań nawet identyczne jednostki miary mogą tworzyć fałszywe wrażenie przewagi jednego filamentu nad drugim.
TDS, SDS i certyfikat partii to nie to samo
TDS opisuje właściwości techniczne i zalecane warunki przetwarzania. SDS (Safety Data Sheet) dotyczy bezpiecznego obchodzenia się z materiałem, ryzyk, przechowywania i działań w sytuacji awaryjnej. Jest potrzebna dla logistyki, magazynu i BHP. Certyfikat analizy (CoA) albo paszport jakości partii, jeśli jest przewidziany w dostawie, potwierdza wyniki kontroli konkretnej partii produkcyjnej.
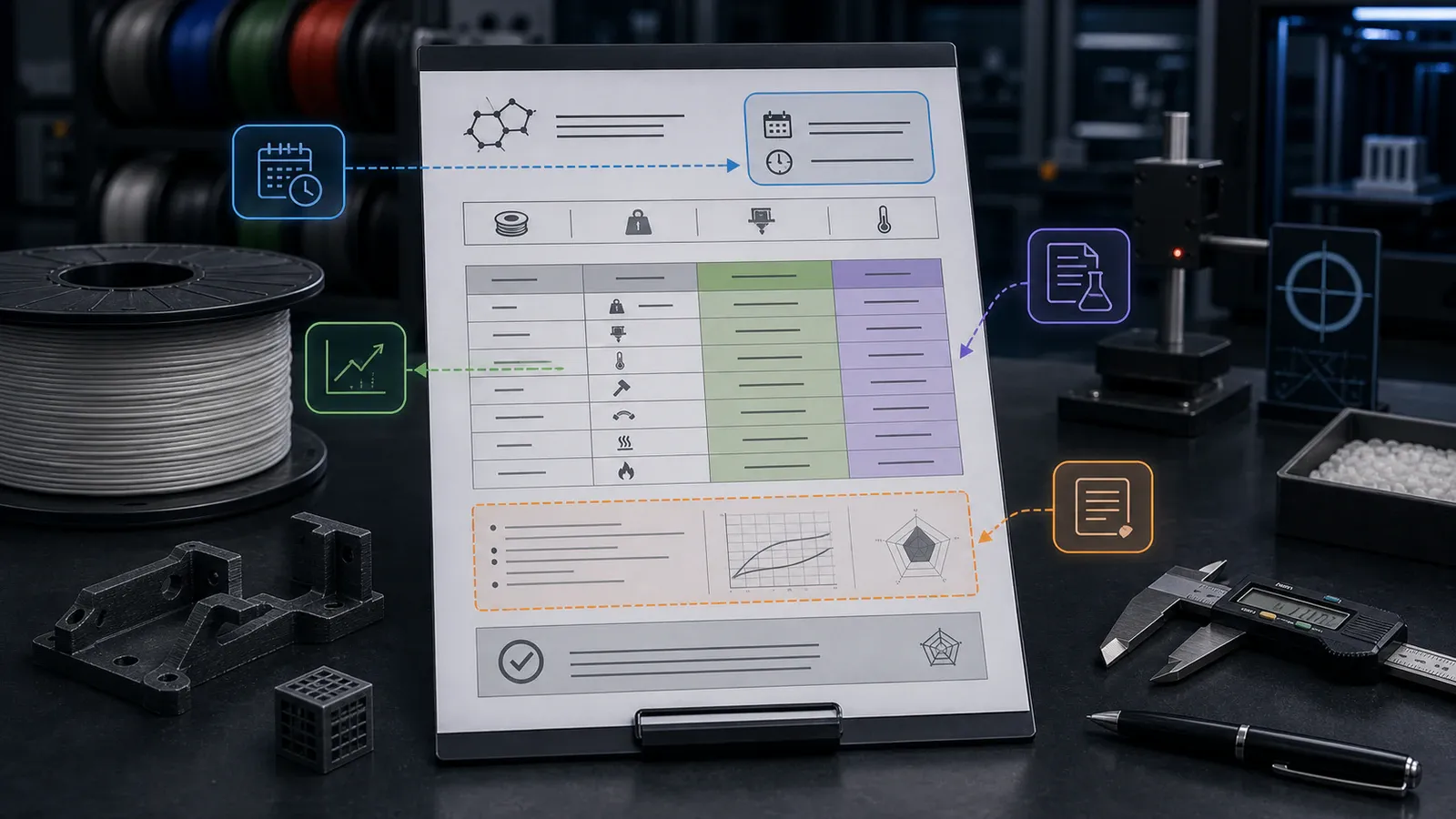
TDS najczęściej zawiera wartości typowe, uzyskane według określonej metodyki. Dlatego używa się go do wstępnej selekcji materiału, a kryteria odbioru dużej dostawy zapisuje się osobno: w zadaniu technicznym, specyfikacji, uzgodnionym wzorcu albo umowie. Jeśli dostawca od razu udostępnia TDS i SDS, to dobry znak transparentności. Przed porównaniem sprawdź nazwę materiału, rewizję i datę dokumentu, kolor albo serię, obecność wypełniaczy, warunki testowania oraz przypisy drobnym drukiem. Często właśnie tam wskazano, czy próbki były drukowane, wtryskiwane, wyżarzane, suszone i w jakiej orientacji drukowane.
Najpierw sprawdź, jak wykonano próbki testowe
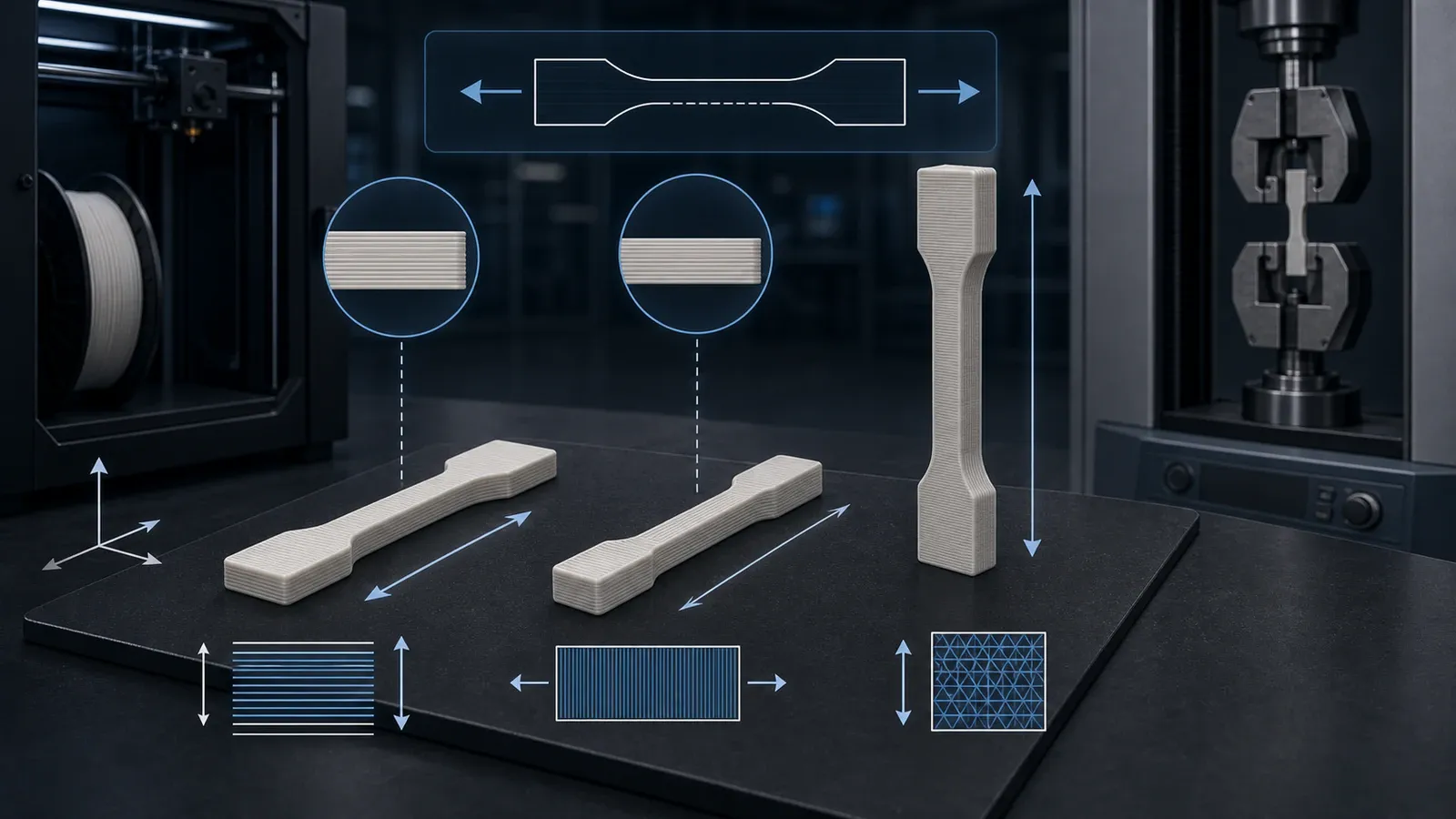
Najczęstszy błąd to porównywanie liczb z różnych kart bez sprawdzenia, jak je uzyskano. Dla druku FFF/FDM właściwości mechaniczne zależą nie tylko od polimeru. Na wynik wpływają orientacja próbki, temperatura dyszy i komory, wysokość warstwy, liczba obrysów, wypełnienie, chłodzenie, wilgotność materiału oraz czas kondycjonowania po druku. Wiele kart podaje dane dla próbek wykonanych metodą wtrysku, a nie drukowanych, podczas gdy drukowany detal jest anizotropowy: jego wytrzymałość zależy od orientacji warstw, adhezji między nimi i historii cieplnej druku.
Szczególnie ważna jest orientacja:
- XY zwykle opisuje zachowanie detalu w płaszczyźnie warstw;
- Z lepiej pokazuje wytrzymałość adhezji międzywarstwowej;
- oznaczenia takie jak flat, side albo upright trzeba czytać razem ze schematem producenta.
Jeśli jeden TDS zawiera wartości dla próbki wtryskowej, a drugi dla próbki wydrukowanej pionowo, bezpośrednie porównanie jest niepoprawne. Dla zastosowań seryjnych cenniejszy jest dokument, który podaje geometrię próbki, parametry druku, normę badania i rozrzut wyników.
Właściwości mechaniczne: nie szukaj jednej “głównej” liczby
Podstawowe wskaźniki to wytrzymałość na rozciąganie, moduł sprężystości, wydłużenie przy zerwaniu, wytrzymałość na zginanie i udarność. Każdy z nich jest użyteczny tylko razem z metodą badania: dla tworzyw stosuje się ISO 527 albo ASTM D638 (rozciąganie), ISO 178 (zginanie), ISO 179 / Charpy albo Izod (udarność).
- Wytrzymałość na rozciąganie może oznaczać naprężenie przy granicy plastyczności albo przy zerwaniu. To różne punkty krzywej odkształcenia. Materiał kruchy pęka bez wyraźnej granicy plastyczności, a materiał plastyczny najpierw odkształca się nieodwracalnie.
- Moduł sprężystości (moduł Younga) pokazuje sztywność, a nie ogólną wytrzymałość: wysoki moduł oznacza mniejsze odkształcenia pod obciążeniem, ale nie gwarantuje udarności.
- Wydłużenie względne przy zerwaniu ocenia plastyczność, lecz dla drukowanych próbek jest szczególnie wrażliwe na adhezję międzywarstwową, defekty i orientację.
- Wytrzymałość na zginanie i udarność są przydatne dla detali pracujących na zginanie i uderzenie. Próby udarowe zależą od karbu, temperatury i orientacji, więc porównywać można tylko wyniki uzyskane tą samą metodą.
Jeśli detale będą pracować udarowo, nie ograniczaj się do wytrzymałości na rozciąganie. Dla obudów, wsporników i oprzyrządowania udarność często jest ważniejsza niż wysoki moduł. Dla elastomerów logika jest inna: dla TPU na pierwszy plan wychodzi twardość Shore (Shore A albo D), odporność na ścieranie i zachowanie przy rozciąganiu. Ten sam materiał o różnej twardości zachowuje się zupełnie inaczej, dlatego ten parametr ustala się już na etapie wyboru.
Parametry termiczne: Tg, Vicat i HDT odpowiadają na różne pytania
W TDS często pojawiają się HDT, Vicat, temperatura zeszklenia (Tg) i temperatura topnienia (Tm). Opisują różne zjawiska.
- Tg charakteryzuje zmianę ruchliwości fazy amorficznej polimeru. Powyżej tej temperatury detal może wyraźnie tracić sztywność, ale nie jest to uniwersalna maksymalna temperatura pracy.
- Vicat określa się przez penetrację wgłębnika pod zadanym obciążeniem i przy zadanej szybkości nagrzewania. Obok liczby musi być podana metoda.
- HDT pokazuje temperaturę ugięcia standardowej próbki pod obciążeniem zginającym. Wartość silnie zależy od naprężenia, dlatego wyników przy 0,45 MPa i 1,8 MPa nie wolno mieszać. Metody opracowano dla próbek wtryskowych i dla detali drukowanych mogą dawać zaniżone wartości.
Nie traktuj HDT ani Vicat jako uniwersalnej “temperatury roboczej”. Realna granica zależy od geometrii detalu, grubości ścianek, obciążenia, czasu, środowiska, koloru i wpływu UV. Dla materiałów półkrystalicznych ważne są też temperatura topnienia i możliwość obróbki cieplnej. Jeśli TDS podaje osobne wyniki “as printed” i “after annealing”, są to w praktyce dwa różne stany materiału z różnymi ryzykami skurczu i deformacji.
Geometria filamentu: parametry wpływające na stabilność podawania
Dla farm druku i zespołów produkcyjnych geometria często jest nie mniej ważna niż mechanika. Odchylenie przekroju zmienia rzeczywistą objętość materiału podawanego przez ekstruder, a więc szerokość linii, masę detalu i powtarzalność powierzchni. W TDS albo osobnej specyfikacji warto szukać:
- średnicy nominalnej (1,75 albo 2,85 mm) i dopuszczalnego odchylenia;
- maksymalnej owalności albo odchylenia od okrągłości;
- masy netto i formatu szpuli, średnicy tulei, typu nawijania;
- długości filamentu, jeśli jest deklarowana;
- wymagań dotyczących oznakowania i opakowania chroniącego przed wilgocią.
Niestabilna średnica zmienia rzeczywiste podawanie, złe nawijanie powoduje zatrzymania podczas długich zadań, a nieodpowiedni rozmiar szpuli może nie pasować do suszarek albo automatycznych systemów podawania. Przy dużym zakupie uzgadnia się nie tylko średnią wartość średnicy, ale też metodę pomiaru, częstotliwość kontroli i zasady oceny partii.
Płynność stopu, wilgoć i gęstość
MFR/MVR charakteryzują płynność stopu przy konkretnej temperaturze i obciążeniu. Bez tych dwóch warunków sama liczba prawie nic nie mówi. Wyższy MFR nie oznacza “lepszego materiału”: może ułatwiać wysokowydajną ekstruzję, ale wiązać się z inną masą cząsteczkową i lepkością.
W przypadku wilgoci warto rozróżniać absorpcję wody (ile wilgoci materiał może przyjąć w określonych warunkach) i rzeczywistą zawartość wody w momencie pomiaru. To nie są wskaźniki zamienne. Dla PA, TPU i innych wrażliwych materiałów sprawdza się warunki suszenia przed drukiem, dopuszczalny czas poza szczelnym opakowaniem, zalecenia dotyczące druku z suchego boksu, typ opakowania i obecność środka osuszającego. Jeśli TDS nie zawiera warunków suszenia dla materiału wrażliwego na wilgoć, trzeba to doprecyzować przed zakupem: wilgoć powoduje pęcherzyki, trzaski w dyszy, pogorszenie powierzchni i słabszą adhezję międzywarstwową.
Gęstość wpływa na ekonomikę: szpule o tej samej masie mogą zawierać różną długość filamentu. Dlatego porównuje się nie tylko cenę za kilogram, ale też orientacyjną długość, masę typowego detalu, czas druku i udział braków. Dla materiałów wypełnianych doprecyzowuje się nie tylko oznaczenie CF albo GF, ale też skład receptury, abrazyjność, zalecany typ dyszy i stabilność właściwości między partiami.
O co poprosić przed dużym zamówieniem
Przed przejściem od szpuli testowej do zakupu seryjnego warto uzgodnić:
- aktualną wersję TDS i datę jej rewizji;
- specyfikację techniczną z kontrolowanymi parametrami;
- SDS oraz wymagania dotyczące przechowywania;
- próbkę albo partię pilotażową do druku na waszym sprzęcie;
- kryteria odbioru dotyczące średnicy, koloru, masy, opakowania i testów drukowanych;
- zasady identyfikowalności partii i tryb pracy z odchyleniami;
- uzgodniony format szpuli, etykiety i opakowania dla OEM albo private label.
Najlepsza praktyka to nie przechodzić od razu od TDS do dużego zakupu, lecz wykonać przebieg produkcyjny na typowych detalach: długie wydruki, realne prędkości, wasze warunki suszenia, wasza komora, wasze dysze i wasi operatorzy. Dopiero wtedy widać, czy dane z dokumentu odpowiadają zachowaniu materiału w produkcji.
Oznaki słabego TDS
Dokument warto oceniać ostrożnie, jeśli nie zawiera norm i warunków badania, orientacji druku ani wyjaśnienia, czy liczby dotyczą surowca czy wydrukowanego detalu. Tak samo powinny ostrzegać porównawcze deklaracje bez jednostek, jedna “maksymalna temperatura pracy” bez obciążenia i czasu, dokładne wartości bez rozrzutu oraz sytuacja, gdy wartości w TDS, na etykiecie i w ofercie handlowej są ze sobą sprzeczne.
Dobrze przeczytany TDS nie odpowiada na pytanie “który filament jest najlepszy”, ale pomaga odrzucić nieodpowiednie materiały i zbudować właściwy plan weryfikacji. Bokotech produkuje filament inżynieryjny w Ukrainie - TPU, ABS+, ASA, Nylon/PA, PLA, PETG oraz receptury indywidualne - i w ramach produkcji kontraktowej omawia parametry techniczne partii przed uruchomieniem: materiał, kolor, twardość TPU według Shore, metody kontroli, format szpuli, oznakowanie i warunki wydruku testowego. Dzięki temu zakup nie jest jednorazową transakcją, lecz kontrolowanym procesem, w którym parametry krytyczne z dokumentu marketingowego przenosi się do uzgodnionej specyfikacji dostawy.