
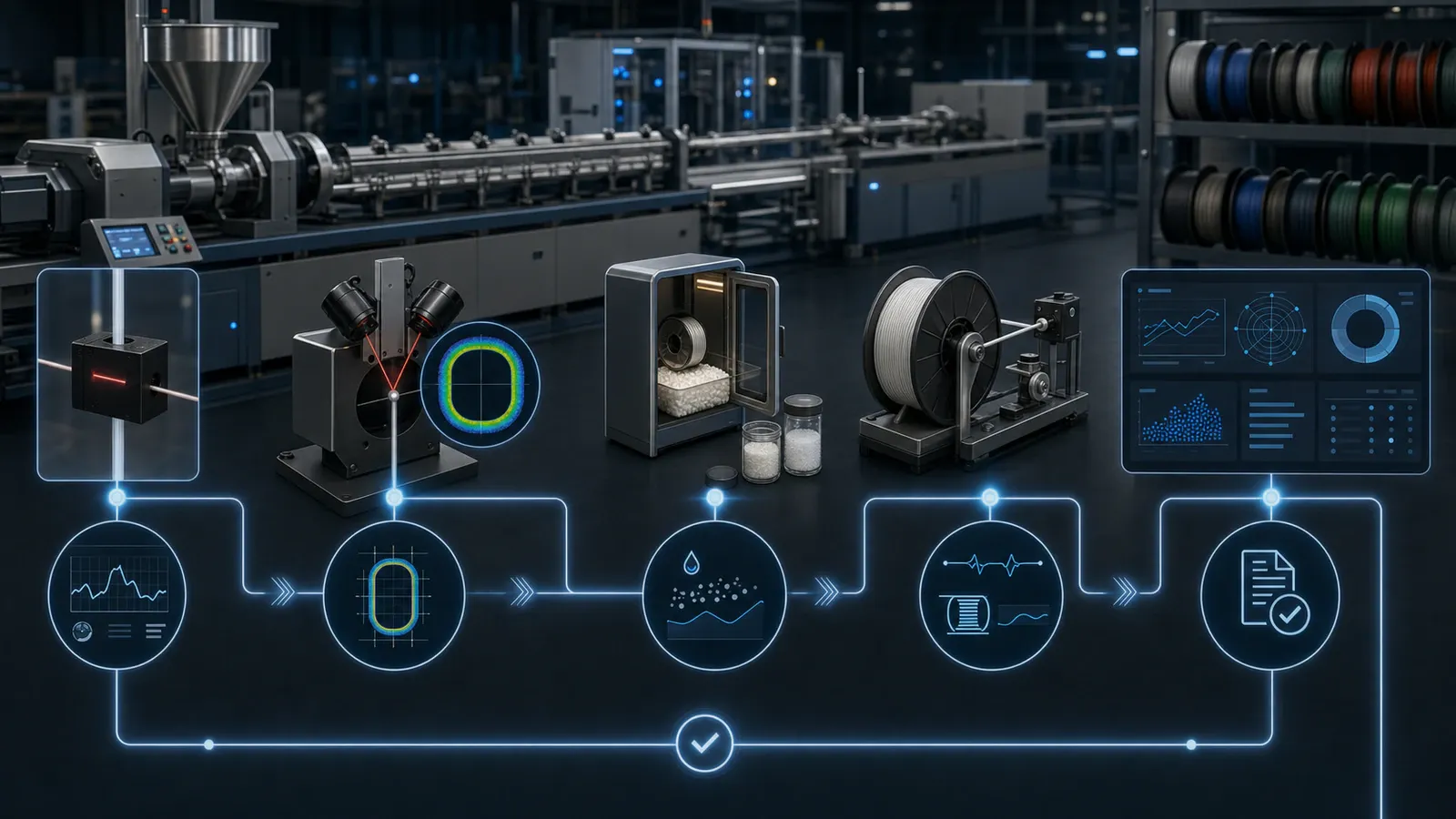
Jakość szpuli filamentu powstaje nie w magazynie wyrobów gotowych, lecz bezpośrednio na linii ekstruzji. To tam stop zamienia się w filament o stałym przekroju, chłodzi się, osusza i równo nawija. Odchylenie na dowolnym z tych etapów ujawnia się już u klienta: nadmierna ekstruzja, przerwy w warstwach, zatory w dyszy, splątany filament.
Dla produkcji seryjnej, kontraktowej i private label ważne jest kontrolowanie nie tylko zgodności pojedynczej szpuli ze specyfikacją, lecz także stabilności procesu w obrębie całej partii. Omówmy cztery kluczowe punkty: średnicę, owalność, wilgotność i nawijanie.
Średnica: liczy się nie tylko wartość średnia
W druku FDM/FFF drukarka podaje filament jako cylindryczny pręt, a objętość materiału w hotendzie zależy od rzeczywistego przekroju filamentu. Pole wyznacza się wzorem A = πd² / 4, dlatego zmiana średnicy wpływa na podawanie objętościowe nieliniowo: nawet gdy średnia szpuli odpowiada nominałowi, krótkie lokalne pogrubienia lub zwężenia powodują niedoekstruzję, nadmierną ekstruzję i niestabilną szerokość linii, których nie da się wykryć kilkoma ręcznymi pomiarami suwmiarką.
Kontrola zwykle łączy dwa poziomy: pomiar online bezkontaktowym czujnikiem laserowym w trakcie procesu oraz kontrolę offline gotowego filamentu z porównaniem do dziennika produkcyjnego. Strefę pomiarową umieszcza się po wystarczającym chłodzeniu i usunięciu wody z powierzchni: gorący filament nadal zmienia wymiar, a krople lub zabrudzenie optyki zniekształcają wynik. Dla każdej partii warto zapisywać nie tylko średnią, lecz także minimum i maksimum, odchylenie od nominału, rozkład wzdłuż długości, miejsca wyjścia poza granice oraz statystyczną zmienność procesu — to odróżnia pojedynczy defekt od stopniowego dryfu.
Sprzężenie zwrotne z systemem wyciągu
Wymiar filamentu zależy od proporcji między wydajnością ekstrudera a prędkością wyciągania: przy stabilnym przepływie zwiększenie prędkości zmniejsza średnicę, a obniżenie ją zwiększa. Dlatego miernik laserowy włącza się w pętlę sterowania — system koryguje prędkość węzła ciągnącego i utrzymuje średnicę w korytarzu wzdłuż całej szpuli, a nie tylko w pojedynczych punktach.
Automatyczna regulacja nie zastępuje jednak analizy przyczyny źródłowej. Jeśli średnica stale się waha, powodem mogą być niestabilne podawanie granulatu, pulsacje wydajności ekstrudera, zmiany temperatury lub ciśnienia stopu, zabrudzenie dyszy formującej, niestabilne chłodzenie albo mechaniczne bicie rolek. Zbyt gwałtowne korekty prędkości tworzą nowe wahania ze względu na opóźnienie między zmianą parametru a momentem, w którym skorygowany odcinek dochodzi do czujnika, więc strojenie sprzężenia zwrotnego uwzględnia prędkość linii, odległość między węzłami i bezwładność procesu.
Owalność: czego nie pokazuje pomiar jednoosiowy
Filament może mieć prawidłową średnią średnicę, ale nieokrągły przekrój. Czujnik jednoosiowy widzi tylko jeden wymiar i może nie wychwycić owalności, zwłaszcza gdy orientacja filamentu się zmienia. System dwuosiowy mierzy średnice w dwóch prostopadłych kierunkach, a wskaźnik roboczy często definiuje się jako Owalność = |Dx − Dy| (możliwy jest także wskaźnik względny w procentach). Konkretną formułę zapisuje się w specyfikacji, aby producent i zamawiający tak samo interpretowali wyniki; systemy trójosiowe dają pełniejszy obraz kształtu przekroju.
Dla użytkownika owalność objawia się jako niestabilne podawanie, zwiększone tarcie w torze i nierównomierne topienie. Przyczynami bywają nierównomierny przepływ w dyszy formującej, asymetryczne chłodzenie, nieprawidłowe centrowanie toru, kontakt z prowadnicami przed pełnym zestaleniem albo nadmierne obciążenie jeszcze ciepłego filamentu. Dla sztywnych PLA, PETG, ABS+ i ASA główne ryzyko to reżim temperaturowo-prędkościowy i chłodzenie; dla TPU krytyczna jest mechanika linii (deformacja od docisku lub naciągu); dla PA/Nylon dochodzi wpływ wilgotności.
Wilgotność: parametr surowca przed ekstruzją
Większość polimerów inżynieryjnych jest higroskopijna; najbardziej wrażliwe są poliamidy, poliestry i TPU, ale PETG, ABS, ASA i PLA również wymagają kontrolowanego przechowywania. W temperaturze przetwarzania woda powoduje hydrolityczny rozpad łańcuchów, a skutki to zmiana lepkości stopu, pęcherzyki i pory w filamencie, szorstka powierzchnia, niestabilna ekstruzja i pogorszenie mechaniki. Wilgoć działa podwójnie: daje niestabilny stop i wahania średnicy w produkcji, a nawet geometrycznie prawidłowy, lecz wilgotny filament źle zachowuje się u klienta (kruchość, nitkowanie, słabe zespolenie warstw).
Widoczne pęcherzyki albo charakterystyczny dźwięk to niewystarczająca metoda oceny: część wilgoci reaguje jeszcze w ekstruderze, więc materiał może nie mieć oczywistych defektów, ale już różnić się masą cząsteczkową. Dopuszczalny poziom określa się dla konkretnej marki według dokumentacji dostawcy, bez przenoszenia jednej wartości na wszystkie materiały z grupy. W kontroli sprawdza się wilgotność granulatu po suszeniu, stabilność temperatury i czasu, punkt rosy powietrza suszącego, warunki transportu z suszarki do ekstrudera oraz czas przebywania w otwartym środowisku. Parametry suszarki pokazują stan procesu, ale nie zawsze potwierdzają faktyczną wilgotność, dlatego dla krytycznych receptur potrzebny jest bezpośredni pomiar próbek.
Metody oznaczania zawartości wody opisuje ISO 15512: zależnie od materiału stosuje się miareczkowanie Karla Fischera, metody z odparowaniem albo podejścia manometryczne. Analizator termograwimetryczny jest wygodny do kontroli operacyjnej, ale razem z wodą z próbki mogą wydzielać się inne lotne składniki, a nadmierna temperatura może powodować degradację. Metodykę waliduje się dla każdej receptury, a próbki higroskopijne pobiera się do szczelnych pojemników — inaczej wynik będzie charakteryzował kontakt z powietrzem po pobraniu, a nie proces produkcyjny.
Nawijanie: geometria układania i kontrola naciągu
Nawet filament o stabilnej średnicy i prawidłowo wysuszony staje się problematyczny, jeśli jest nawinięty nierówno albo z niewłaściwym naciągiem. Nawijarka synchronizuje obrót szpuli, ruch układacza (trawersu) i prędkość dopływu filamentu. Zbyt mały naciąg daje luźne zwoje, przesunięcia warstw i pętle; zbyt duży rozciąga materiał, deformuje jeszcze ciepły filament i pogarsza owalność. Dla elastycznego TPU kontrola jest szczególnie ważna, ponieważ rozciągnięcie podczas nawijania może częściowo zniknąć po stabilizacji. W miarę napełniania szpuli jej efektywna średnica rośnie, więc system musi kompensować tę zmianę, aby prędkość liniowa i naciąg pozostawały stabilne.
Podczas kontroli ocenia się równomierność układania na szerokości, zachowanie układacza przy kołnierzach, brak zapadnięć i przesunięć warstw, stabilność naciągu, zapas do krawędzi kołnierzy, mocowanie początku i końca filamentu oraz rzeczywiste odwijanie pod kontrolowanym obciążeniem. Schludny wygląd jest przydatny, ale nie zastępuje testu odwijania. Format szpuli (średnica wewnętrzna, szerokość, masa, kompatybilność z systemami podawania), oznakowanie i pakowanie także są częścią specyfikacji technicznej uzgadnianej przed uruchomieniem partii.
Jedna karta kontroli partii
Parametry uzgadnia się przed uruchomieniem produkcji: nominalną średnicę i tolerancje, metodę obliczania owalności, wymagania dotyczące wilgotności, format szpuli, masę netto, zasady nawijania, oznakowanie i kryteria odbioru. Zapis produkcyjny partii warto powiązać z lotami surowca, recepturą, trybami suszenia, danymi linii, wynikami pomiarów online i numerami gotowych szpul.
Ważne jest rozróżnienie granic specyfikacji i statystycznych granic kontrolnych: specyfikacja określa, czy produkt spełnia wymagania, a karty kontrolne pokazują, czy proces jest stabilny. Partia może formalnie mieścić się w tolerancji, ale wykazywać dryf, który stanie się przyczyną braków w następnym cyklu. Systemowa kontrola średnicy, owalności, wilgotności i nawijania pozwala oceniać filament nie po pojedynczej próbce, lecz po historii jego wytwarzania — i właśnie to jest podstawą powtarzalnych partii.
Bokotech uzgadnia materiał, kolor, twardość TPU w skali Shore, format nawijania, oznakowanie, pakowanie i kryteria kontroli przed uruchomieniem produkcji. Takie podejście sprawia, że partia jest dopasowana do swojego scenariusza biznesowego — sprzedaży pod marką, pracy farmy, druku seryjnego albo technicznego zastosowania w produkcji — i daje przewidywalny wynik od partii do partii.