Gdy filament kupuje się na szpulach do jednorazowego druku, kwestia kontroli wejściowej prawie się nie pojawia: problem widać już przy pierwszym wydruku. Sytuacja zmienia się jednak wtedy, gdy mowa o regularnych partiach, farmach druku albo produkcji seryjnej detali. Wadliwą lub zawilgoconą partię taniej wykryć w magazynie niż po dziesiątkach godzin druku i serii uszkodzonych części.
Kontrola wejściowa nie musi być złożoną procedurą laboratoryjną dla każdej szpuli. Jej celem nie jest sprawdzenie każdego metra filamentu, lecz podjęcie wyważonej decyzji na podstawie kilku parametrów z akceptowalnej próbki: partię przyjmujemy, kierujemy do dosuszenia albo zwracamy dostawcy. Poniżej opisujemy prostą metodę, którą zespół techniczny może wdrożyć bez laboratorium i dostosować do PLA, PETG, ABS+, ASA, TPU, Nylon/PA oraz innych materiałów.
Najpierw określ kryteria odbioru
Częsty błąd polega na tym, że firma odbiera partię, wykonuje kilka przypadkowych pomiarów i dopiero potem decyduje, co uznać za defekt. Kryteria ustala się przed zamówieniem. W specyfikacji lub umowie warto zapisać typ i gatunek materiału, nominalną średnicę i dopuszczalne odchylenia, kolor lub uzgodniony wzorzec, masę netto, format szpuli, wymagania dotyczące nawijania, typ opakowania, oznakowanie i identyfikowalność partii, listę dokumentów towarzyszących, warunki przechowywania, metodę wydruku próbnego oraz zasady działania w przypadku niezgodności.
Nie istnieje uniwersalna tolerancja odpowiednia dla wszystkich materiałów, drukarek i procesów. Kryteria muszą odpowiadać wyposażeniu kupującego oraz wymaganiom wobec finalnych detali. Wynik należy porównywać z uzgodnioną specyfikacją, a nie z abstrakcyjną “normą rynkową”.
Przygotuj prosty zestaw kontrolny
Do podstawowej kontroli wystarczą waga o odpowiedniej rozdzielczości, mikrometr lub inne narzędzie do pomiaru średnicy, szpula referencyjna albo zatwierdzona próbka koloru, testowa drukarka 3D w kontrolowanym stanie, standardowy model testowy, formularz protokołu oraz oznakowane woreczki na próbki kontrolne. Suwmiarka nadaje się do wstępnej kontroli, ale do regularnego pomiaru średnicy zalecany jest mikrometr z kontrolowaną siłą docisku, szczególnie dla TPU i innych elastycznych materiałów, które łatwo odkształcają się podczas pomiaru.
Krok 1. Odizoluj partię i sprawdź dokumenty
Po otrzymaniu filament nie trafia od razu na stanowiska produkcyjne: partię umieszcza się w strefie czasowego składowania ze statusem “W kontroli”, aby uniknąć wymieszania niesprawdzonego materiału z pozostałościami poprzednich partii. Zapisuje się dostawcę, datę odbioru, numer zamówienia, materiał i kolor, deklarowaną ilość, numer partii, numery kartonów oraz stan przesyłki podczas przyjęcia.
Następnie porównuje się dane na kartonie, szpuli i w dokumentach towarzyszących: nazwę materiału, średnicę, kolor, masę, numer partii. Dobre oznakowanie zawiera lot, datę produkcji i masę netto. To podstawa identyfikowalności. Jeśli materiał jest dostarczany z TDS, paszportem kontroli partii albo SDS, upewnij się, że numer partii na szpuli odpowiada dokumentowi. Sama obecność dokumentu nie potwierdza zgodności. Ważne, aby dotyczył dokładnie otrzymanego materiału. Jeśli partii nie da się jednoznacznie zidentyfikować, nie przekazuje się jej do produkcji do czasu wyjaśnienia z dostawcą.
Krok 2. Oględziny zewnętrzne i opakowanie
Szybką kontrolę bez przyrządów wykonuje się dla wszystkich jednostek transportowych. Zwraca się uwagę na rozdarcia worków i utratę szczelności, uszkodzenia kartonów, deformację szpul, ślady wilgoci lub zabrudzeń, brak środka osuszającego, jeśli był przewidziany, luźne albo skrzyżowane zwoje, zakleszczenie filamentu między zwojami, pęknięcia i obce wtrącenia na powierzchni oraz różnice koloru między szpulami.
Dla materiałów higroskopijnych, takich jak Nylon/PA, TPU, PVA i część PETG, stan opakowania ma większe znaczenie niż dla materiałów mniej wrażliwych. Jednocześnie pakowanie próżniowe chroni materiał podczas transportu, ale nie jest samodzielnym dowodem niskiej wilgotności: filament mógł zostać zapakowany już po wchłonięciu wilgoci. W razie wątpliwości szpulę kieruje się do kwarantanny do czasu wydruku próbnego albo suszenia według uzgodnionego reżimu.
Krok 3. Utwórz reprezentatywną próbkę i sprawdź masę
Wielkość próbki zależy od rozmiaru partii, stabilności dostawcy i krytyczności wyrobów. Nie warto pobierać wszystkich próbek z jednego kartonu ani z górnej warstwy palety. Do próbki włącza się szpule z różnych kartonów i miejsc na palecie, z początku i końca numeracji partii, z podejrzanym opakowaniem oraz z widocznymi różnicami koloru lub nawijania. Przy pierwszej dostawie, nowym materiale, kolorze albo zmienionej recepturze stosuje się zaostrzoną kontrolę, a po zebraniu stabilnej historii zakres próbkowania przegląda się według ryzyka.
Wybrane szpule waży się. Aby określić masę netto, trzeba znać masę pustej szpuli oraz uwzględnić worek, środek osuszający i etykiety. Odejmowanie przybliżonej masy opakowania jest niepożądane, ponieważ różne partie szpul mogą się od siebie różnić. Wynik porównuje się z uzgodnioną wartością nominalną i dopuszczalnym odchyleniem.
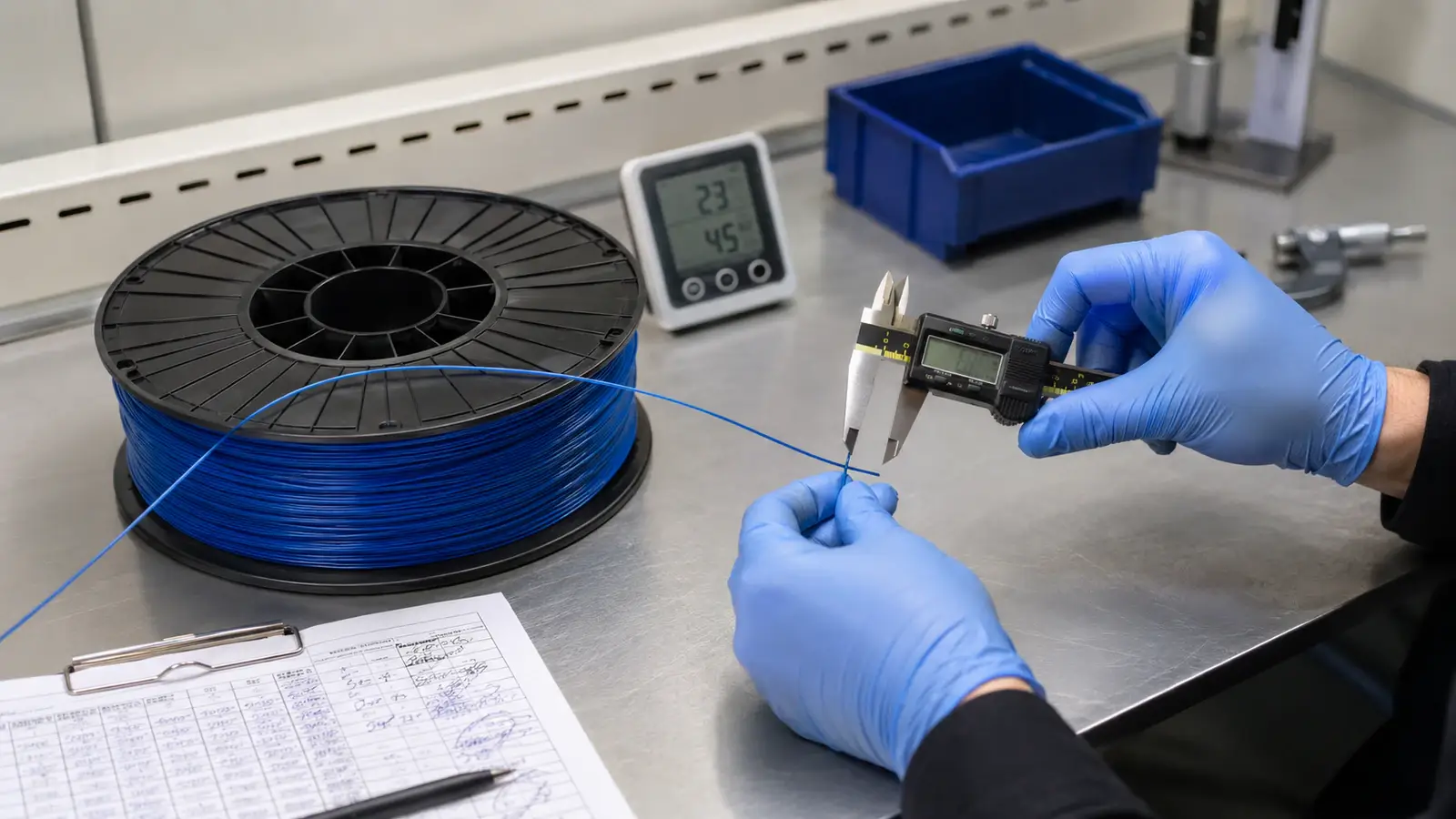
Krok 4. Średnica i owalność
To kluczowa kontrola techniczna. Niestabilna średnica bezpośrednio wpływa na objętość ekstruzji, ponieważ drukarka oblicza podawanie na podstawie zadeklarowanej średnicy, a pole przekroju zależy od kwadratu średnicy. Nawet niewielka zmiana wyraźnie wpływa więc na przepływ. Zawyżenie powoduje nadmierną ekstruzję i zatory, zaniżenie prowadzi do niedostatecznego wypełnienia i słabej adhezji warstw.
Kolejność kontroli:
- Odwiń ze szpuli odcinek wystarczający do pomiarów w kilku oddalonych od siebie punktach, na przykład co 10-20 cm na fragmencie kilku metrów.
- W każdym punkcie zmierz średnicę co najmniej w dwóch wzajemnie prostopadłych kierunkach. Różnica między nimi określa owalność.
- Nie ściskaj filamentu nadmierną siłą, szczególnie TPU.
- Zapisz wartość minimalną, maksymalną i średnią oraz różnicę między osiami.
Idealnie okrągły filament daje takie same wartości w obu osiach. Wyraźna różnica oznacza owalny przekrój, który może klinować się w mechanizmie podawania. Jeden pomiar na początku szpuli nie charakteryzuje partii, a ręczna kontrola nie odtwarza ciągłego pomiaru laserowego na linii. Jej zadaniem jest wykrycie odchyleń systemowych, wyraźnej owalności i problemów lokalnych. Uzyskane wartości porównuje się z tolerancją w dokumentach dostawcy.
Krok 5. Oceń ryzyko wilgoci
Większość filamentów jest higroskopijna. Najaktywniej wilgoć wchłaniają poliamidy, TPU i materiały rozpuszczalne w wodzie, ale PLA, PETG, ABS i ASA również wymagają odpowiedniego przechowywania. Wilgoć w filamencie podczas druku zamienia się w parę w dyszy, co powoduje pęcherzyki, trzaski, nitkowanie, chropowatą powierzchnię oraz pogorszenie adhezji międzywarstwowej przez hydrolizę.
Bez sprzętu laboratoryjnego bezpośredni pomiar wilgotności jest trudny, dlatego kontroluje się objawy pośrednie i warunki: integralność opakowania, stan środka osuszającego, wilgotność otoczenia według higrometru oraz zachowanie materiału podczas wydruku testowego. Próbkę testową najpierw drukuje się w stanie “jak otrzymano”. Jeśli całą próbkę od razu wysuszymy, można ukryć problem z przygotowaniem albo opakowaniem partii. W razie potrzeby osobną próbkę suszy się zgodnie z zaleceniami producenta i powtarza test. Nie warto suszyć wszystkiego “na wszelki wypadek” w przypadkowej temperaturze: zbyt wysoka temperatura deformuje szpulę, skleja zwoje i pogarsza podawanie.
Krok 6. Standaryzowany wydruk próbny
Wydruk próbny łączy wcześniejsze kontrole i musi być porównywalny między partiami: ta sama drukarka, dysza, wersja profilu, model testowy, zapisane temperatury i prędkości, kontrolowane warunki suszenia. Próbka powinna być prosta, ale miarodajna: z cienkimi ściankami, mostami, narożnikami i kilkoma obrysami. W pierwszym teście nie koryguje się temperatury, flow ani retrakcji, aby “zmusić materiał do pracy”. W przeciwnym razie kontrola zmieni się w opracowywanie nowego profilu i nie pokaże zgodności partii z już zatwierdzonym procesem.
Podczas druku ocenia się stabilność podawania, przerwy w ekstruzji, powierzchnię, formowanie narożników, nitkowanie, deformację, adhezję międzywarstwową i powtarzalność wymiarów. Warto jednocześnie wydrukować model z zatwierdzonej szpuli referencyjnej. Bezpośrednie porównanie “nowy kontra wzorzec” jest znacznie bardziej wiarygodne niż ocena wzrokowa i pomaga odróżnić problem filamentu od usterki drukarki, zabrudzonej dyszy albo zmiany warunków w pomieszczeniu.
Co zapisywać w protokole
| Etap | Co zapisać |
|---|---|
| Identyfikacja | Dostawca, materiał, kolor, numer partii, ilość |
| Opakowanie | Szczelność, stan kartonów, szpul i etykiet |
| Masa | Rzeczywista masa, metoda uwzględnienia opakowania |
| Geometria | Punkty pomiarowe, minimum, maksimum, średnia, owalność |
| Wilgotność | Stan opakowania, metoda kontroli, objawy podczas ekstruzji |
| Druk | Drukarka, dysza, profil, parametry i wyniki |
| Decyzja | Przyjęto, warunkowo przyjęto, odizolowano albo odrzucono |
Do protokołu dodaje się zdjęcia opakowania i defektów, plik profilu oraz oznakowanie sprawdzonych szpul.

Decyzja po kontroli
Po kontroli partia otrzymuje jeden ze statusów: przyjęto - wszystkie kontrolowane parametry spełniają wymagania; warunkowo przyjęto - materiał można wykorzystać tylko po uzgodnionej operacji, na przykład obowiązkowym suszeniu, albo z ograniczeniami; odizolowano (kwarantanna) - potrzebne są ponowne testy lub odpowiedź dostawcy; odrzucono - niezgodność nie pozwala wykorzystać partii. Jeśli stwierdzono odchylenie, zachowuje się zapakowaną próbkę kontrolną, numer partii, wyniki pomiarów i zdjęcia. Bez identyfikowalności rozmowa o reklamacji sprowadza się do subiektywnego opisu problemu.
Najczęściej wiarygodność kontroli obniżają pomiary tylko jednego fragmentu jednej szpuli, porównywanie z nieuzgodnioną “tolerancją rynkową”, testowanie różnych partii na różnych drukarkach, zmiana profilu w trakcie testu odbiorczego, suszenie próbki przed pierwszą kontrolą, ocena wyłącznie na podstawie wyglądu detalu oraz brak próbki kontrolnej i protokołu. Siła metody nie tkwi w pojedynczej kontroli, lecz w tym, że wykonuje się ją tak samo za każdym razem: krótka checklista, określona wielkość próbki i punkty pomiarowe, przypisana osoba odpowiedzialna oraz miejsce przechowywania zapisów.
Najlepsza kontrola wejściowa zaczyna się jeszcze przed produkcją partii. Przy dostawach seryjnych, produkcji kontraktowej albo private label protokół warto uzgodnić przed pierwszym uruchomieniem. Bokotech uzgadnia z klientem B2B materiał, kolor, średnicę, twardość TPU według Shore, format szpuli, oznakowanie, opakowanie, parametry kontroli i tryb współpracy technicznej przed startem produkcji. Wtedy kontrola wejściowa staje się potwierdzeniem ustaleń, a nie szukaniem niespodzianek, i praca z kolejnymi partiami jest wyraźnie prostsza.