Przy pojedynczym druku biurkowym nieidealne nawinięcie często pozostaje tylko wadą wizualną: operator jest obok, może poprawić szpulę albo ponownie uruchomić zadanie. Na farmie druku lub w produkcji seryjnej sytuacja jest inna — każda szpula jest częścią zautomatyzowanego procesu, a nieprzewidywalny opór podczas odwijania zamienia się w pauzy, niedoekstruzję, uszkodzone detale i ręczną interwencję.
Szczególnie wrażliwe są na to systemy automatycznej zmiany materiału (AMS i analogi): nie tylko podają filament do przodu, lecz także cofają go, obracają szpulę w przeciwnym kierunku i wielokrotnie wykonują cykle ładowania oraz rozładowania. Równe nawijanie nie zastępuje prawidłowej średnicy, stabilnej receptury ani ustawień druku, ale bezpośrednio wpływa na to, jak przewidywalnie materiał zachowuje się podczas podawania.
Równe nawinięcie to nie tylko wygląd
Starannie ułożone równoległe rzędy tworzą wrażenie produktu wysokiej jakości, ale warto odróżnić dwa różne zjawiska: prawdziwy węzeł, gdy wolny koniec filamentu przechodzi pod innym zwojem, oraz niestabilne odwijanie przez luźne warstwy, lokalne zagęszczenie lub nierówny profil nawoju.
Fizyka węzła jest prosta: podczas jakościowego nawijania ze stałą prędkością i pod stałym naciągiem górna warstwa nie może dostać się pod dolną. Dzieje się tak, gdy naciąg słabnie — przez defekt nawijania w produkcji albo gdy koniec szpuli puszczono podczas ładowania, wymiany lub przechowywania i część filamentu samoczynnie się odwinęła. Dopóki naciąg się utrzymuje, defekt się nie ujawnia: można drukować godzinami, zanim splątany odcinek dotrze do punktu podawania i zaciągnie się w węzeł. Dlatego jakościowe nawijanie i prawidłowe obchodzenie się z wolnym końcem działają razem.
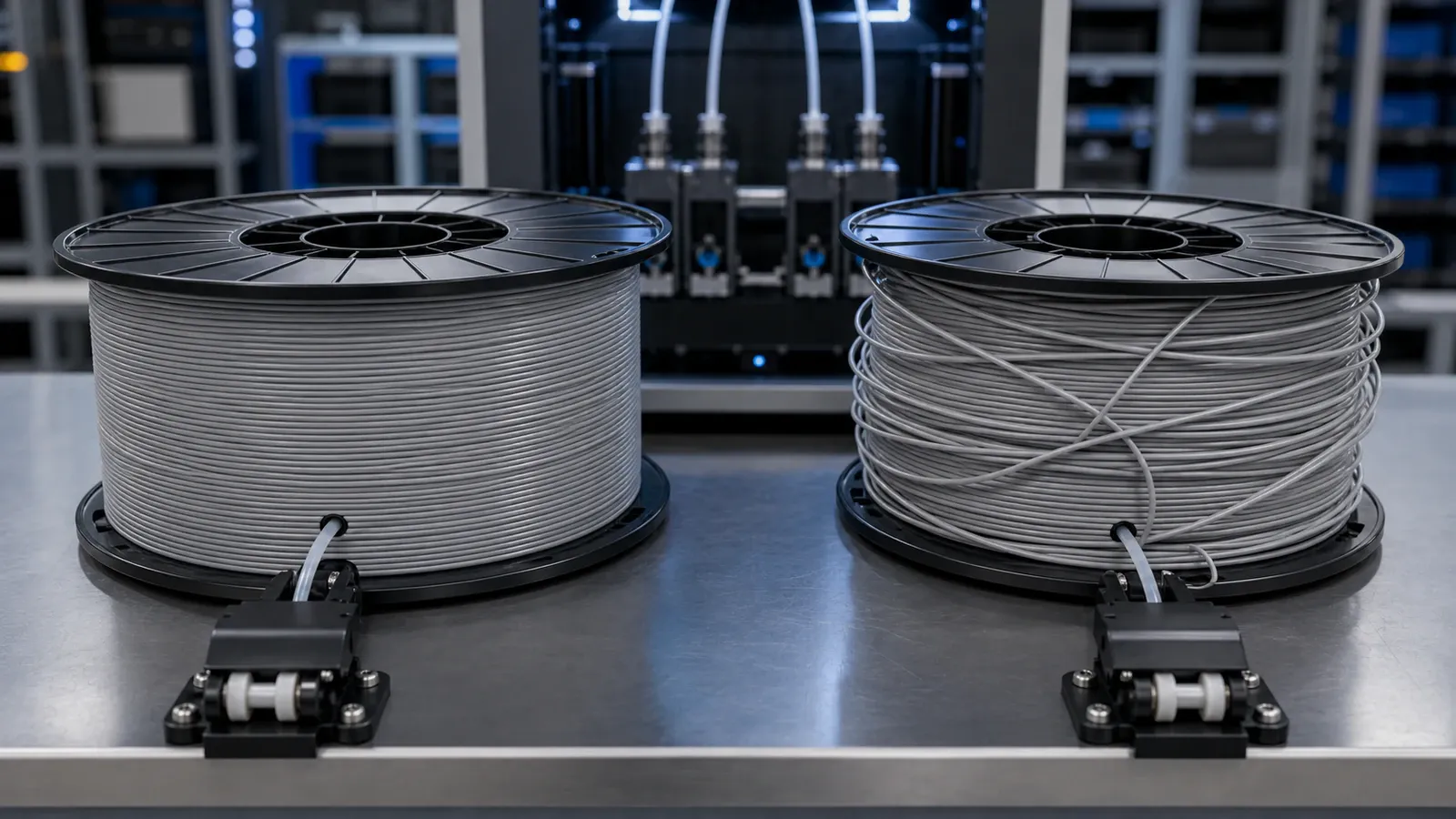
Jednocześnie nierównomierne układanie samo w sobie tworzy szarpnięcia, zwisy, tarcie o bok szpuli lub odcinki o zwiększonym oporze. Na ręcznym uchwycie może to pozostać niezauważone, a automatyczny podajnik interpretuje taki opór jako zakleszczenie albo błąd podawania.
Co oznacza stabilne nawijanie
Dla użytkownika B2B ważny jest nie „idealny obrazek”, lecz przewidywalne odwijanie na całej długości szpuli. W praktyce ocenia się:
- równomierny rozkład po szerokości — bez garbów, zapadnięć i nagromadzenia przy jednym boku, inaczej górne zwoje dociskają się do kołnierza albo zsuwają w szczelinę;
- kontrolowany naciąg — wystarczający dla zwartego pakietu, ale bez deformacji; zbyt luźne nawinięcie tworzy ruchome warstwy, które przesuwają się przy przyspieszeniu lub obrocie wstecznym, a nadmierne szkodzi materiałom elastycznym, kruchym i wypełnionym;
- prawidłową pracę układacza — prędkość obrotowa szpuli i ruch prowadnicy trawersowej są zsynchronizowane, bez pogrubień i chaotycznych przejść przy krawędziach;
- sprawną geometrię szpuli — niezdeformowane kołnierze, minimalne bicie, zgodność z mechaniką systemu podawania;
- niezawodnie unieruchomiony wolny koniec — otwór lub rowek trzyma go bez ostrego zagięcia po każdym użyciu.
Dlaczego jest to krytyczne dla farm druku
Na farmie ryzyko ocenia się nie według jednej szpuli, lecz według łącznej liczby maszyn i godzin pracy: rzadki problem pomnożony przez dziesiątki drukarek i długie zadania staje się regularnym obciążeniem operacyjnym. Koszt awarii to nie kilka gramów plastiku, lecz czas maszynowy, ręczna diagnostyka, ponowne uruchomienie i narastające opóźnienia partii.
Niestabilne odwijanie prowadzi do niedostatecznego podawania i pominięć ekstruzji, zadziałania czujników podawania, zatrzymania zadania poza godzinami pracy, utraty częściowo wydrukowanego detalu i zakłócenia harmonogramu. Przyczyny często szuka się wtedy w dyszy, ekstruderze albo torze PTFE, choć faktycznym źródłem oporu jest szpula. Im bardziej standaryzowana produkcja, tym ważniejsze jest wykluczanie takich zmiennych już na etapie zakupu — a w druku seryjnym jednakowy charakter nawijania w całej partii pozwala raz ustawić profil i nie dostrajać go do każdej nowej szpuli.
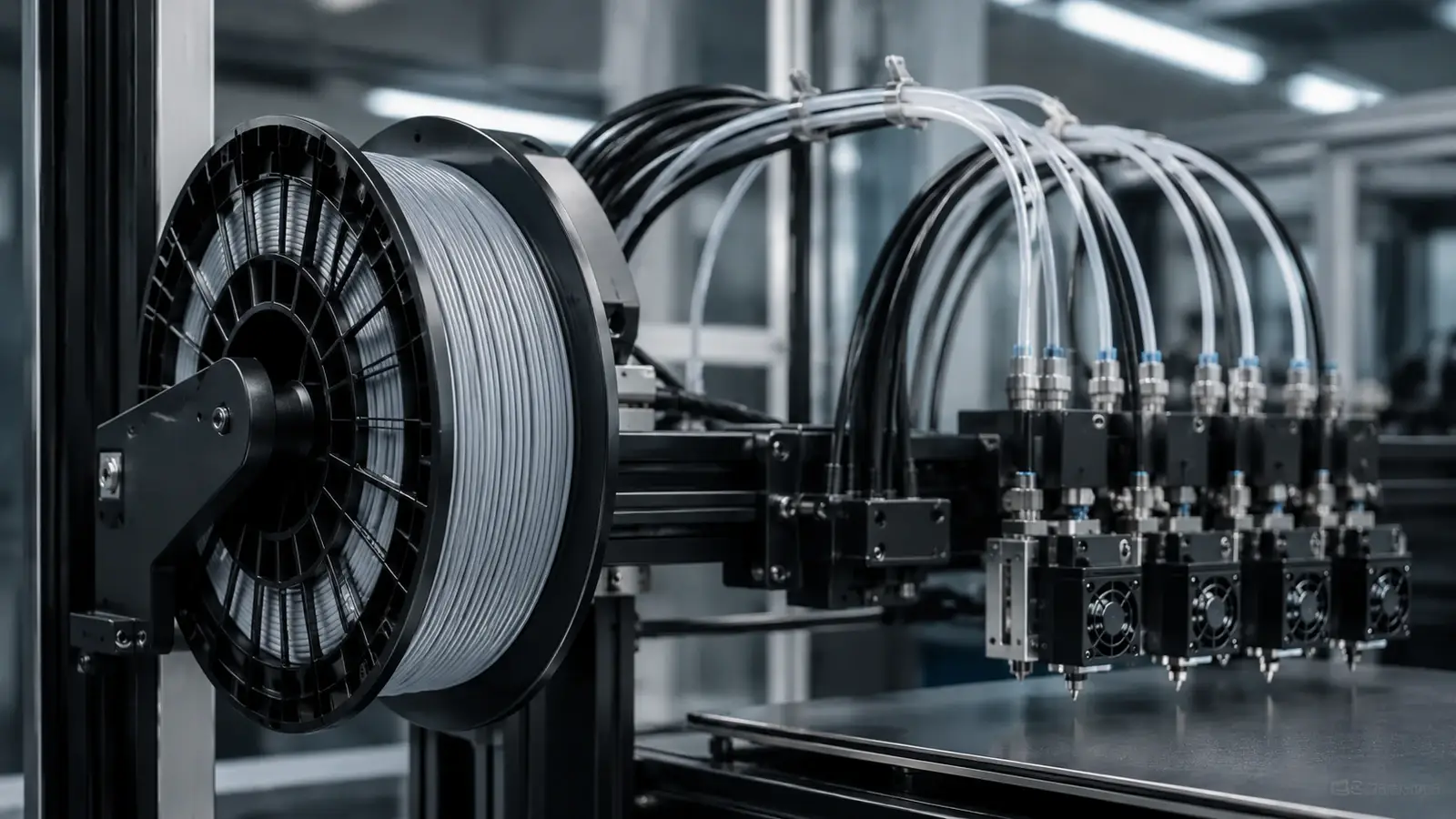
Dlaczego AMS i automatyczna zmiana materiału podnoszą wymagania
W zwykłym układzie ekstruder głównie ciągnie filament w jednym kierunku. W systemach automatycznych szpula staje się aktywną częścią mechanizmu: musi swobodnie się obracać, zatrzymywać, oddawać materiał i przyjmować go z powrotem. Podczas druku wielokolorowego liczba cykli jest znaczna, więc słabe zewnętrzne zwoje, przekoszony pakiet lub tarcie o kołnierz podczas nawijania wstecznego kumulują problem — to, co nie ujawniło się przy pierwszym ładowaniu, może wystąpić po serii przełączeń.
Dla AMS ważne są zewnętrzna średnica, szerokość, kształt boku, sztywność szpuli i niezawodne sprzężenie z rolkami napędowymi; kompatybilność sprawdza się dla konkretnego modelu urządzenia, a nie tylko według masy filamentu. Kartonowe szpule w takich systemach zwykle nie są zalecane: deformują się, pylą włóknami i dają niestabilny obrót.
Materiał także wpływa na wymagania wobec nawijania
Jeden tryb nie jest optymalny dla wszystkich polimerów. TPU ze względu na elastyczność silniej reaguje na opór w torze, a zbyt ciasne lub niestabilne nawinięcie zmniejsza margines niezawodności, dlatego dla części materiałów elastycznych zewnętrzne podawanie bywa praktyczniejsze niż AMS. PLA, PETG, ABS+ i ASA zwykle łatwiej zachowują kształt pręta, choć różnice w sztywności i temperaturze nawijania wpływają na pakiet. PA/Nylon i kompozycje wypełnione mogą wymagać osobnego trybu ze względu na sztywność, wrażliwość na zagięcia lub abrazyjność. Dlatego parametry nawijania powinny być częścią karty technologicznej konkretnej marki, a nie ustawieniem uniwersalnym.
Praktyczna kontrola wejściowa dla kupującego B2B
Wizualne sprawdzenie górnej warstwy nie wystarcza. Dla farmy lub obszaru produkcyjnego zasadny jest prosty, powtarzalny protokół:
- Sprawdzić integralność i geometrię kołnierzy, brak deformacji oraz nadmiernego bicia.
- Ocenić profil nawoju po szerokości, krawędzie pakietu i obecność luźnych lub zaciśniętych zwojów.
- Upewnić się, że wolny koniec jest pewnie unieruchomiony i nie przechodzi pod sąsiednim zwojem.
- Przeprowadzić kontrolne odwijanie na standardowym uchwycie albo w tym samym systemie automatycznym, który działa w produkcji.
- Dla modułów podobnych do AMS sprawdzić kilka cykli ładowania, rozładowania i nawijania wstecznego.
- Powiązać wyniki z numerem partii, materiałem, kolorem i formatem szpuli.
Dla dużych lub powtarzalnych zakupów ważne jest testowanie nie tylko początku szpuli: część defektów profilu ujawnia się bliżej środka albo warstw wewnętrznych, dlatego druk kwalifikacyjny powinien być wystarczająco długi.
Co uzgadniać z producentem
Podczas produkcji kontraktowej lub private label nawijanie warto traktować jako osobną część specyfikacji technicznej: typ i geometrię szpuli, kompatybilność z konkretnymi uchwytami i systemami automatycznymi, wymagania dotyczące równomierności profilu, podejście do kontroli naciągu dla różnych materiałów, sposób mocowania końca, kontrolę deformacji szpuli po transporcie oraz testowanie próbki na sprzęcie zamawiającego.
Bokotech uzgadnia te parametry razem z materiałem, kolorem, twardością TPU w skali Shore, masą i formatem szpuli, oznakowaniem oraz pakowaniem — aby oceniać szpulę nie jako osobne opakowanie, lecz jako część systemu produkcyjnego klienta. W zakupach B2B warto oceniać razem trzy komponenty: jakość filamentu, jakość nawijania i mechaniczną kompatybilność szpuli ze sprzętem. To ich połączenie decyduje, czy materiał będzie stabilnie pracował nie na jednej drukarce testowej, lecz w powtarzalnym procesie produkcyjnym.