
Partia testowa filamentu to nie po prostu “kilka szpul na próbę”. We współpracy B2B pełni rolę pierwszego artefaktu, według którego klient ocenia nie pojedynczą szpulę, lecz zdolność producenta do stabilnego odtwarzania uzgodnionego wyniku. Jeśli podejść do niej jak do pomniejszonej kopii przyszłej serii - z tymi samymi materiałami, tymi samymi ustawieniami linii i tą samą logiką kontroli - staje się podstawą dalszych ustaleń. Jeśli natomiast zrobić ją “na szybko”, obie strony ryzykują zatwierdzenie czegoś, czego później nie uda się powtórzyć w wolumenie.
Dla marki albo dystrybutora ważne mogą być kolor, szpula, etykieta i pakowanie. Dla farmy druku 3D - stabilne podawanie, długie wydruki i powtarzalność między drukarkami. Dla producenta detali - właściwości wydrukowanego wyrobu, kompatybilność z procesem technologicznym i kontrola zmian. Dlatego partia testowa o tej samej masie może mieć zupełnie różny program weryfikacji.
Zacząć od celu testu
Przed produkcją trzeba określić, jaka decyzja ma zostać podjęta na podstawie wyniku testu: zatwierdzenie materiału bazowego do regularnych zakupów, uzgodnienie produktu OEM pod marką klienta, dobór koloru albo stopnia matowości, sprawdzenie TPU o określonej twardości w konkretnym mechanizmie, potwierdzenie pracy na flocie różnych drukarek albo ocena nowej szpuli, etykiety czy opakowania transportowego. Sformułowanie “zrobić kilka szpul na próbę” nie wystarcza: bez kryteriów odbioru producent i klient będą oceniać różne rzeczy - jeden stabilność ekstruzji, drugi odcień detalu albo zachowanie podczas druku wysokoprędkościowego.
Najpierw uzgodnić wymagania, a nie materiał
Najczęstszy błąd to rozpoczęcie od pytania “jaki materiał drukować”, choć zacząć trzeba od tego, co dokładnie klient zamierza z nim robić. Specyfikacja techniczna partii testowej powinna zapisywać nie tylko nazwę polimeru.
Materiał i zastosowanie. Opisuje się, do jakich detali przeznaczony jest filament, jakich obciążeń się oczekuje, czy wyrób będzie pracował na zewnątrz, kontaktował się ze smarami, wilgocią albo podwyższoną temperaturą - to pomaga wybrać między PLA, PETG, ABS+, ASA, PA/Nylon, TPU albo specjalną recepturą. Jeśli klient już używa określonego materiału, warto otrzymać jego próbkę, opis techniczny i typowe modele: lepiej porównywać nie abstrakcyjne nazwy polimerów, lecz wyniki w tym samym zastosowaniu. Dla TPU osobno uzgadnia się twardość Shore - bardziej miękkie gatunki dają wymaganą elastyczność, ale trudniej się podają i wymagają niższych prędkości.
Sprzęt klienta. Z góry zapisuje się modele drukarek i typy ekstruderów, średnicę i materiał dysz, obecność zamkniętej albo podgrzewanej komory, systemy automatycznego podawania (boxy, AMS), typowe prędkości, wysokość warstwy i czas trwania zadań, ograniczenia dotyczące gabarytów i masy szpuli. Te dane są szczególnie ważne dla miękkich TPU, abrazyjnych materiałów wypełnionych, poliamidów i materiałów o podwyższonym skurczu.
Konfiguracja handlowa. Osobno uzgadnia się masę netto, format szpuli, kolor, etykietę, kod kreskowy, numer partii, pudełko i instrukcję przechowywania. Testowanie samego filamentu, a opracowywanie opakowania po zatwierdzeniu materiału jest ryzykowne: szpula może nie pasować do sprzętu klienta, a etykieta może nie zawierać danych potrzebnych magazynowi albo przy reklamacjach.
Partia testowa powinna powtarzać przyszłą serię
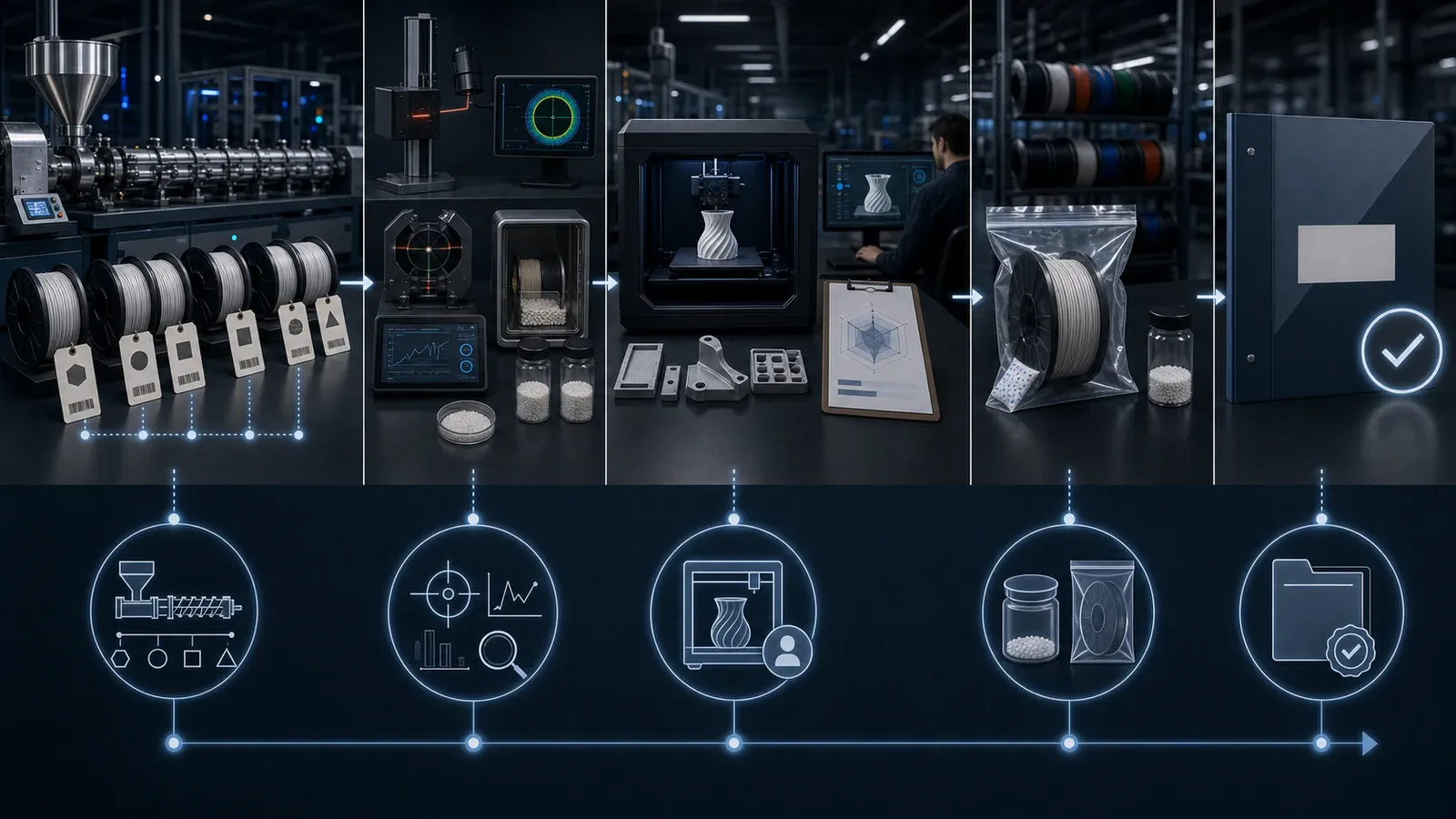
Sens testu polega na przewidzeniu zachowania serii, dlatego próbkę wytwarza się na tej samej linii, z tego samego surowca i przy tych samych parametrach ekstruzji co planowaną partię. Jeśli testową szpulę wykona się na innych ustawieniach albo z innego wsadu, wynik przestaje być reprezentatywny - klient oceni coś, czego potem nie da się odtworzyć.
Każda partia testowa musi mieć jednoznaczną identyfikację: materiał, kolor, wersję receptury, partie głównego surowca i dodatków, datę produkcji oraz parametry pakowania. To ta sama zasada co kontrola “pierwszego wyrobu” w innych branżach: zatwierdzona próbka staje się wzorcem, z którym porównuje się kolejne partie, a zapisy pozwalają prześledzić przyczynę rozbieżności zamiast zgadywać. Jeśli klient testuje kilka wariantów, każdy oznacza się jednoznacznym kodem (na przykład PETG czarny wariant A / wariant B, TPU 95A niebieski / TPU 90A niebieski), a w jednym cyklu zmienia się tylko te parametry, które są związane z konkretnym problemem - jednoczesna korekta polimeru, barwnika, trybu ekstruzji i profilu druku utrudnia znalezienie przyczyny.
Określić wolumen nie według zasady “jak najmniej”
Wielkość partii zależy od celu: do wstępnego doboru koloru wystarczą małe próbki, do sprawdzenia farmy druku 3D potrzebne są pełne szpule i materiał na powtarzalne oraz długie wydruki, a w projekcie OEM trzeba przepracować nawijanie, oznakowanie i pakowanie. Wolumen powinien wystarczyć, aby uzyskać materiał po stabilizacji procesu, pobrać próbki z różnych części wypustu, przeprowadzić kontrole wewnętrzne, przekazać klientowi wymaganą liczbę szpul i pozostawić próbki kontrolne do porównań oraz ewentualnych reklamacji. Najmniejszy wolumen nie zawsze jest najtańszy: jeśli materiału zabraknie na reprezentatywny test, uruchomienie trzeba będzie powtórzyć.
Co dokładnie kontrolować w próbce
Kontrolę warto podzielić na geometrię, materiał i drukowalność.
Geometria to przede wszystkim średnica i jej stabilność na długości. Dla większości zadań punktem odniesienia jest tolerancja około ±0,05 mm, a dla wymagających zastosowań i cienkich dysz - ostrzejsza. Mierzy się nie jeden punkt, lecz serię przekrojów na całej szpuli, i sprawdza także owalność: filament musi nie tylko mieścić się w tolerancji średnicy, ale również być okrągły w przekroju. Nierównomierna średnica bezpośrednio wpływa na stabilność ekstruzji, bo objętość stopu zaczyna “pływać”. Osobno ocenia się jakość nawijania - krzyżowanie zwojów i nierówne ułożenie powodują szarpnięcia podawania oraz przerwy podczas długich wydruków na farmach.
Materiał to wilgotność i podstawowe właściwości mechaniczne istotne dla zastosowania. Materiały higroskopijne, zwłaszcza nylon i część TPU, aktywnie pochłaniają wilgoć, co objawia się trzaskami przy druku, pogorszeniem adhezji warstw, a nawet zmianą średnicy przez pęcznienie, dlatego stan wilgotności oraz warunki suszenia i pakowania są częścią kontroli. Dla TPU sprawdza się zgodność twardości Shore z deklarowaną - według uzgodnionej metody na właściwie przygotowanej próbce, a nie przez ściskanie filamentu palcami.
Drukowalność to sprawdzenie próbki w realnym druku na reprezentatywnych ustawieniach: stabilność podawania, brak zatkań, jakość powierzchni, adhezja warstw, zachowanie koloru. Przed wysyłką do klienta test wewnętrzny pomaga wykryć oczywiste problemy - niestabilne podawanie, wilgoć, zanieczyszczenie, nieprawidłowe nawijanie, silne odchylenie koloru albo wady powierzchni.
Listę i częstotliwość kontroli uzgadnia się zgodnie z materiałem i ryzykami zastosowania. Partia testowa nie powinna tworzyć pozoru kontroli przypadkowym pomiarem jednego odcinka filamentu.
Kolor, szpula i program druku
Dla kolorowego filamentu określa się wzorzec - próbkę fizyczną, uzgodniony wydrukowany wyrób albo liczbowe współrzędne barwy - i utrwala materiał, fakturę powierzchni, grubość ścianki oraz oświetlenie do porównania: ten sam barwnik jest inaczej odbierany na gładkiej nitce, matowym detalu i cienkiej półprzezroczystej ściance.
Szpulę sprawdza się fizycznie, a nie według makiety na ekranie: kompatybilność z uchwytami i systemami podawania, płynność rozwijania, wytrzymałość mocowania końca filamentu, czytelność i trwałość etykiety, poprawność artykułu, koloru, masy i numeru partii, ochronę przed wilgocią podczas transportu. Kod kreskowy odczytuje się realnym skanerem, a pudełko ocenia po skompletowaniu ze szpulą, workiem i pochłaniaczem wilgoci.
Program druku powinien odtwarzać przyszłe użycie, a nie składać się wyłącznie z modelu demonstracyjnego: standardowa próbka kalibracyjna, typowy detal klienta, model z długimi przejazdami, mosty, nawisy, cienkie ścianki i retrakcje, długi wydruk, powtórzenie na kilku drukarkach oraz sprawdzenie po przechowywaniu lub suszeniu. Dla każdego testu zapisuje się drukarkę, dyszę, profil, temperaturę, prędkość, chłodzenie, stan materiału i wynik - bez tego sformułowania “dobrze się drukuje” albo “za dużo nitkowania” nie dają informacji do korekty. Najpierw drukuje się na uzgodnionych ustawieniach startowych, a potem zmienia jeden parametr naraz.
Dokumentacja i protokół zatwierdzenia
Próbka bez dokumentów zmusza klienta do wiary na słowo, a decyzje B2B buduje się na danych. Do partii dodaje się pakiet towarzyszący: opis techniczny materiału, wyniki kluczowych pomiarów właśnie dla tej próbki, identyfikację partii surowca i masterbatchu oraz utrwalone parametry produkcji. Kiedy klient potwierdza próbkę, uzgodnione parametry i wyniki zmieniają się w specyfikację, według której będzie odbierana seria - przesuwa to odbiór z subiektywnego “podobne / niepodobne” do płaszczyzny “zgodne / niezgodne z uzgodnionym”.
Po testach zapisuje się jeden z wyników: konfiguracja zatwierdzona do serii; potrzebna kontrolowana korekta z powtórnym testem; materiał nie odpowiada zastosowaniu, więc należy zmienić recepturę albo klasę polimeru. Do zatwierdzonej konfiguracji przypisuje się próbkę wzorcową, wersję receptury, kolor, format szpuli, oznakowanie, pakowanie i startowe zalecenia druku, a także określa się, które przyszłe zmiany będą wymagały ponownego zatwierdzenia: zamiana surowca, korekta koloru, nowa szpula albo zmiana właściwości produktu.
Najczęściej test nie daje jednoznacznego wyniku przez niejasną specyfikację techniczną, brak kryteriów odbioru, zbyt małą ilość materiału, jednoczesną zmianę wielu parametrów albo testowanie tylko na jednej drukarce, choć seria jest planowana na całej farmie. Udany test nie jest pełną gwarancją wszystkich przyszłych partii - potwierdza zdolność do pracy konkretnej konfiguracji i tworzy bazę do kontroli powtarzalności.
W produkcji kontraktowej Bokotech przygotowanie takiego uruchomienia buduje wokół uzgodnionej specyfikacji technicznej: materiał i receptura, kolor, twardość TPU według Shore, format szpuli, oznakowanie, pakowanie, kontrole oraz program testów w warunkach klienta. Koordynacja techniczna na tym etapie kosztuje niewiele w porównaniu z kosztem przeróbki niejasno uzgodnionej serii, a wynikiem powinien być nie zestaw próbnych szpul, lecz udokumentowana konfiguracja, którą można zasadnie przenieść do regularnej produkcji.