
TPU to najpopularniejszy elastyczny materiał w druku 3D, ale właśnie jego elastyczność sprawia, że wybór pod produkcję seryjną nie jest prosty. Przy jednorazowym prototypie wystarczy czasem, żeby „dało się wydrukować”. W serii ważniejsze jest coś innego: aby tysięczna część wyszła taka sama jak pierwsza, aby podawanie nie zrywało się podczas długich zmian i aby kolejna partia materiału zachowywała się tak jak poprzednia. Niestabilną ekstruzję w pojedynczym wydruku da się czasem skompensować ustawieniami, ale w serii zamienia się ona w niedoekstruzję, postoje sprzętu, różnice masy części i dodatkową kontrolę każdej partii. Dlatego TPU należy wybierać jako część procesu produkcyjnego, a nie jako odizolowany materiał eksploatacyjny.
Zacznij od funkcji części, nie od „najmiększego TPU”
Częsty błąd to wybór TPU według zasady „im miększy, tym lepszy”. Lepiej najpierw określić wymagania dla części: czy ma się ściskać, zginać, tłumić uderzenia, pracować jako uszczelnienie, wytrzymywać tarcie czy po prostu mieć przyjemną elastyczną powierzchnię? W specyfikacji technicznej warto ująć:
- typ obciążenia: rozciąganie, ściskanie, zginanie, uderzenie albo tarcie;
- dopuszczalną deformację pod obciążeniem i liczbę cykli zginania/ściskania;
- wymagania dotyczące powrotu kształtu i odkształcenia trwałego po ściskaniu;
- kontakt z wodą, olejami, paliwem, detergentami albo potem;
- temperaturę pracy i warunki użytkowania na zewnątrz;
- dopuszczalną zmianę wymiarów i masy części.
Uszczelnienie, amortyzator, osłona ochronna i rolka napędowa mogą wymagać różnych TPU nawet przy tej samej nominalnej twardości. Często pożądany efekt miękkości daje nie najmiększy materiał, lecz konstrukcja - struktura kratowa, mniejsza liczba obrysów, niższe wypełnienie albo specjalna geometria deformacji. Daje to lepszą powtarzalność niż próba drukowania zbyt miękkiego filamentu na granicy możliwości sprzętu.
Co naprawdę oznacza twardość Shore
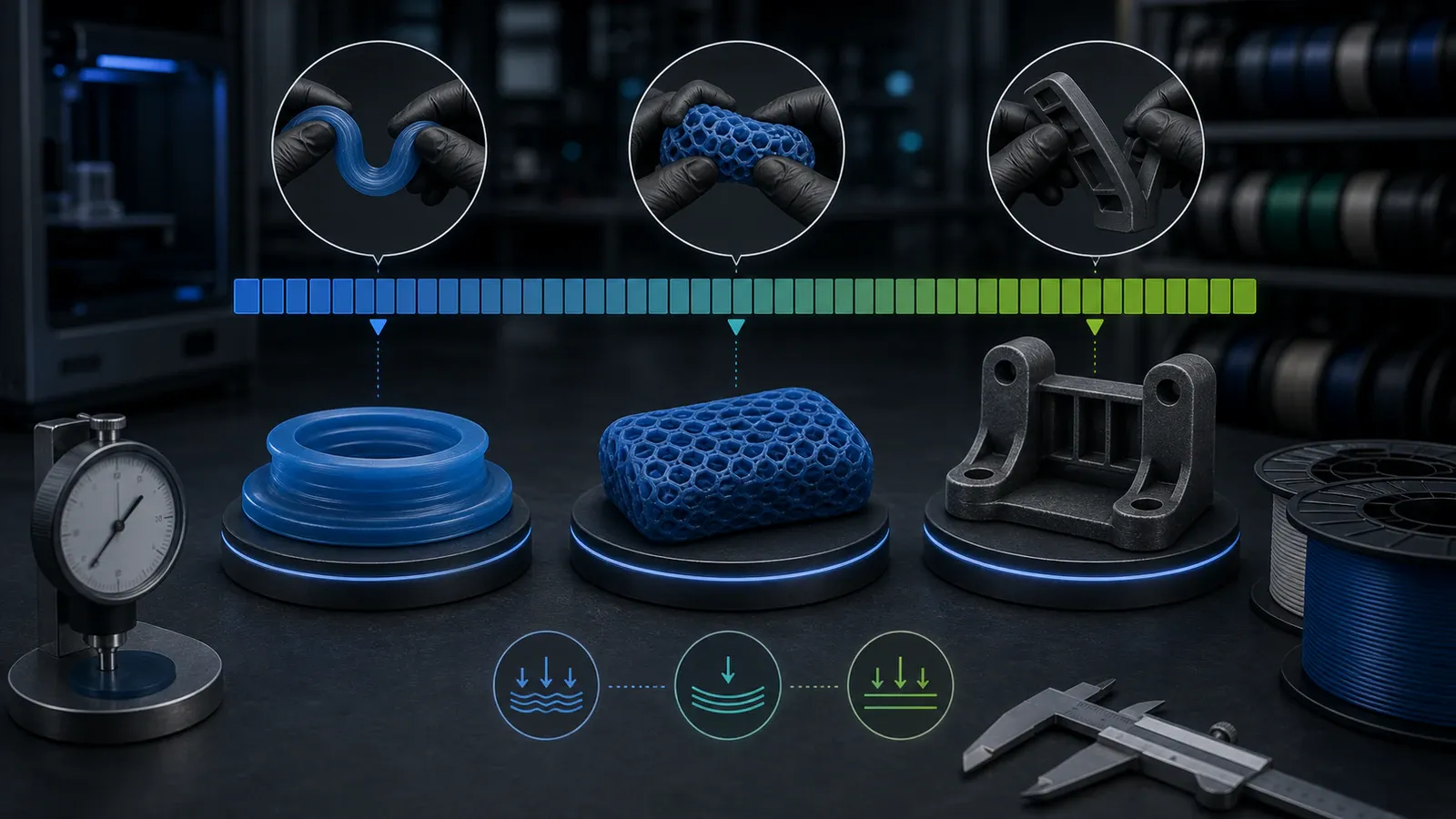
Twardość TPU mierzy się w skali Shore A dla miękkich elastomerów i Shore D dla sztywniejszych, określając opór materiału na wciskanie wgłębnika. To użyteczny parametr porównawczy, ale nie opisuje całego zachowania części. Dwa TPU o tej samej twardości 95A mogą różnić się pod względem:
- modułu sprężystości i siły przy określonym wydłużeniu;
- wydłużenia przy zerwaniu i odkształcenia trwałego po ściskaniu;
- szybkości powrotu kształtu;
- odporności na rozdzieranie i ścieranie;
- lepkości stopu i dopuszczalnej prędkości druku;
- odporności na wodę, oleje, UV albo niskie temperatury.
TPU 95A to punkt roboczy dla większości zadań seryjnych: jest wystarczająco elastyczny do zastosowań praktycznych, a jednocześnie wystarczająco sztywny, aby podawać się stabilnie, na przykład w wkładkach amortyzujących, osłonach ochronnych, bumperach i uszczelnieniach o umiarkowanej twardości. Im miększy materiał (90A, 85A i niżej), tym trudniejszy druk: TPU 85A wymaga już ekstrudera direct-drive z ograniczoną ścieżką filamentu, niskich prędkości i minimalnej retrakcji. Wartości Shore A i Shore D nie są zamienne, a pomiar cienkiej wydrukowanej ścianki ręcznym twardościomierzem jest niedokładny - do kontroli lepiej używać standardowej próbki i niezmiennej procedury. Na etapie omawiania serii warto ustalić docelową twardość wraz z dopuszczalnym odchyleniem, bo wpływa to zarówno na recepturę, jak i na tryb druku.
Typ chemii: polieter czy poliester
Pod tą samą liczbą twardości mogą kryć się TPU o różnej chemii, a dla serii nie jest to drobiazg. Podstawowo rozróżnia się TPU poliestrowe (polyester) i polieterowe (polyether).
TPU poliestrowe daje wysoką wytrzymałość mechaniczną, dobrą odporność na ścieranie oraz na oleje i rozpuszczalniki - logicznie rozważa się je tam, gdzie część ma kontakt ze smarami albo pracuje ściernie. Słabym punktem jest hydroliza: w stale wilgotnym albo gorącym, wilgotnym środowisku TPU poliestrowe stopniowo degraduje. TPU polieterowe przeciwnie - lepiej znosi hydrolizę, pracuje w wilgotnym środowisku i zachowuje elastyczność na mrozie, a przy tym dobrze zachowuje się pod względem ścierania i rozdzierania. Dlatego do części zewnętrznych, wilgotnych warunków lub niskich temperatur częściej pasuje baza polieterowa.
Wniosek praktyczny jest prosty: zanim materiał zostanie zatwierdzony do serii, uzgadnia się warunki eksploatacji części, w tym kontakt z olejami, wilgoć i temperaturę. One decydują o wyborze chemii tak samo jak twardość. Ogólne oznaczenie TPU nie gwarantuje jednakowego zachowania w konkretnym środowisku, więc trzeba sprawdzać dokumentację techniczną wybranej receptury.
Stabilność podawania: gdzie seria zaczyna się „sypać”
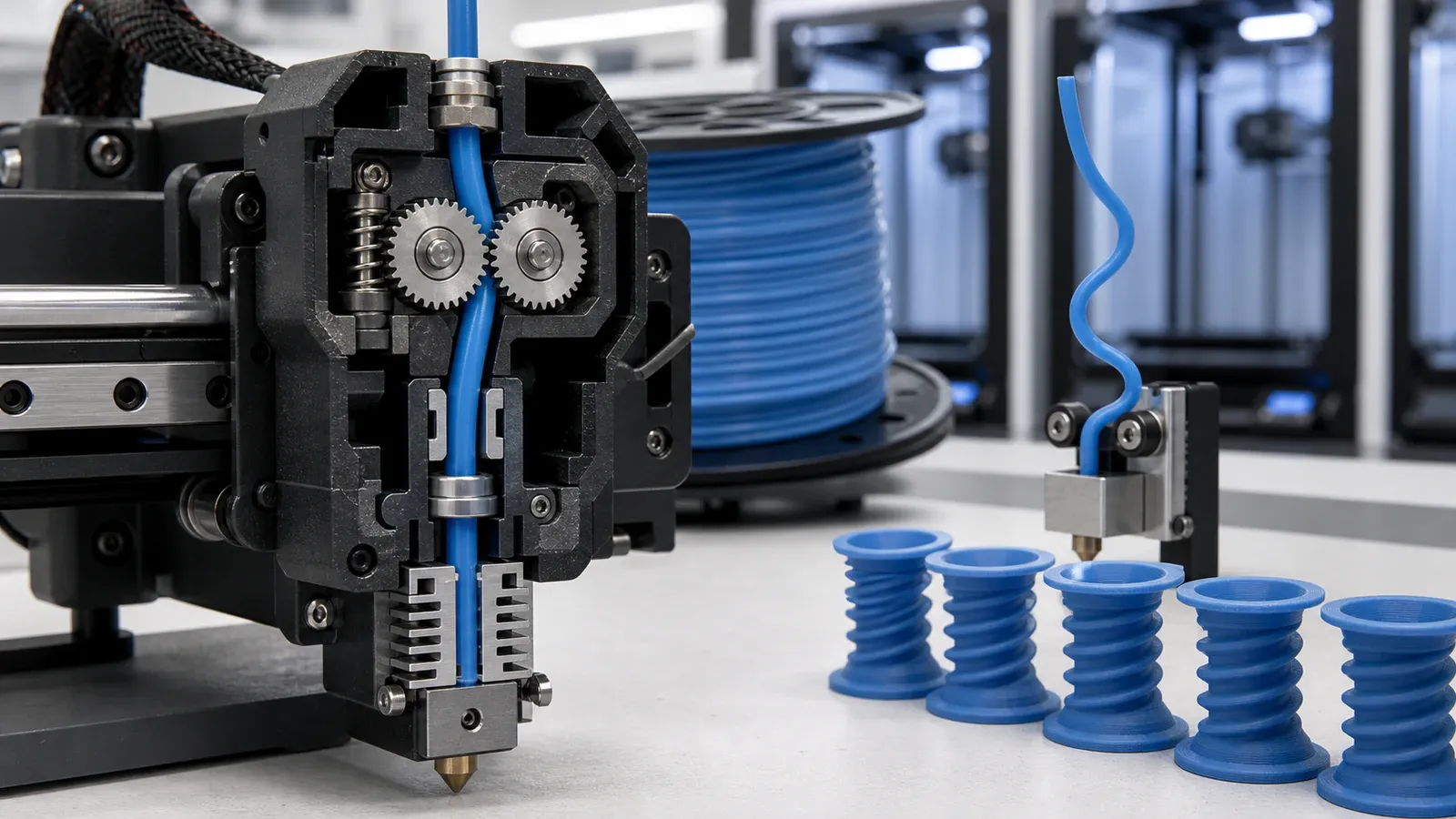
TPU ściska się, zgina i sprężyście reaguje na nacisk mechanizmu podającego, więc część ruchu ekstrudera zużywa się nie na podanie materiału, ale na jego deformację. Typowe skutki to nierówna szerokość linii, okresowa niedoekstruzja, narastanie ciśnienia przed dyszą, wychodzenie filamentu w szczeliny przy mechanizmie podającym, niestabilne retrakcje i większa wrażliwość na opór szpuli.
Na równość podawania wpływa kilka czynników:
- Średnica i jej stabilność na długości. Drukarka dozuje materiał objętościowo, zakładając stały przekrój; jeśli średnica „pływa” albo filament jest owalny, pojawiają się nadlewy i niedobór materiału. Dla materiału elastycznego jest to bardziej krytyczne, bo TPU gorzej „wybacza” wahania ciśnienia w strefie stopu.
- Konfiguracja ekstrudera. Dla TPU, szczególnie bardziej miękkiego, direct-drive jest praktycznie bezalternatywny: krótka i maksymalnie ograniczona ścieżka nie zostawia przestrzeni, w której filament mógłby się wygiąć. Bowden również drukuje TPU, ale wymaga znacznie większego strojenia, niższych prędkości i niemal pełnej rezygnacji z retrakcji; udany krótki test nie potwierdza jeszcze stabilności wielogodzinnej serii.
- Stan ścieżki podawania. Sprawdza się brak wolnych przestrzeni za kołami zębatymi, ich czystość, umiarkowany docisk (nadmierny wgniata i ściera filament, zbyt mały powoduje poślizg), swobodne obracanie się szpuli i płynną trajektorię do ekstrudera.
- Tryb druku. Materiały elastyczne najlepiej drukują się przy niskich prędkościach z krótką i powolną retrakcją; te ustawienia zapisuje się w profilu dla konkretnego materiału, a nie dobiera od nowa dla każdej partii.
Prędkość ocenia się przez przepływ objętościowy, a nie tylko przez „mm/s” w slicerze. Jeżeli wymagany przepływ przekracza możliwości systemu, podniesienie temperatury nie zawsze ratuje proces - zwiększa wyciekanie, nitkowanie i pogarsza geometrię drobnych elementów. Pewniejsze jest obniżenie przepływu, zmiana dyszy albo wybór TPU opracowanego do wydajniejszej ekstruzji.
Wilgotność jako źródło niestabilności
TPU jest higroskopijny, bardziej niż ABS czy PETG. Wilgotny filament daje charakterystyczne pęcherzyki pary w hotendzie, porowatą i szorstką powierzchnię, nitkowanie, niestabilną średnicę na wyjściu i słabszą adhezję międzywarstwową. W serii nie wystarczy wysuszyć materiału raz przed startem - potrzebny jest kontrolowany system: suszenie zgodnie z zaleceniami producenta (TPU suszy się w umiarkowanych temperaturach, orientacyjnie około 50-55 °C, unikając przegrzania, bo przez niską temperaturę zeszklenia miękka szpula może skleić się w blok), przechowywanie otwartych szpul w szczelnym pojemniku z pochłaniaczem wilgoci, podawanie z dry boxa przy długich wydrukach, zapisywanie czasu przebywania szpuli w otwartym środowisku i ponowne suszenie według wewnętrznej reguły. Nie ma uniwersalnej temperatury - określa ją receptura materiału i odporność cieplna szpuli.
Geometria części zmienia jej faktyczną sztywność
Twardość filamentu nie jest równa sztywności gotowej części. Na zachowanie wyrobu wpływają grubość ścianek, liczba obrysów, gęstość i struktura wypełnienia, kierunek układania warstw, obecność pustek i żeber, temperatura oraz jakość połączenia między warstwami. Cienkościenna część z TPU 95A łatwo się zgina, a zwarta część z tego samego materiału i pełnym wypełnieniem zachowuje się niemal jak sztywny elastomer. Dlatego dla serii ustala się nie tylko SKU filamentu, ale też wersję modelu CAD, orientację, profil slicera, liczbę obrysów, wypełnienie i kluczowe parametry chłodzenia - zmiana geometrii może wpłynąć na wynik silniej niż niewielka różnica nominalnej twardości.
Jak sprawdzić TPU przed skalowaniem
Materiał kwalifikuje się na tym samym sprzęcie, na którym planowana jest produkcja seryjna: mała próbka demonstracyjna nie odtwarza długiej pracy szpuli, powtarzanych retrakcji, kumulacji ciepła ani zmieniającego się oporu przy odwijaniu. Praktyczna weryfikacja powinna obejmować ciągły druk typowej części, kilka uruchomień po ponownym załadowaniu materiału, porównanie początku, środka i końca szpuli, kontrolę masy i krytycznych wymiarów, test funkcjonalny po stabilizacji próbek (ściśnięcie w rowku, cykliczne zginanie, montaż w zespole) oraz powtórzenie testu na innej partii filamentu. Po wyborze materiału zatwierdza się część wzorcową i robocze okno parametrów, w którym profil zawiera nie jedną „idealną” wartość, lecz dopuszczalne granice stabilności.
Co uzgodnić z producentem filamentu
W projekcie B2B z góry uzgadnia się nie tylko twardość i kolor. Specyfikacja obejmuje skład albo typ TPU, docelową twardość i metodę jej kontroli, wymagania funkcjonalne dla części, sprzęt i profil produkcyjny zamawiającego, format i konstrukcję szpuli, masę nawoju, oznaczanie partii, pakowanie, warunki przechowywania, wymagania dotyczące powtarzalności koloru i podawania oraz listę parametrów sprawdzanych przed startem. Zamiast kierować się wyłącznie ceną za kilogram, należy oceniać pełny koszt stabilnej części: odsetek braków, czas ustawiania, przestoje drukarek i koszty kontroli.
Właściwy TPU do serii nie musi być najmiększym ani najdroższym materiałem. To materiał, który odpowiada funkcji części, stabilnie podaje się na Twoim sprzęcie, daje powtarzalną geometrię i zachowuje właściwości z partii na partię. Bokotech pracuje z filamentami inżynieryjnymi w formacie produkcji kontraktowej, OEM i private label oraz uzgadnia z klientem B2B wybór materiału, twardość TPU, typ chemii, kolor, format szpuli, etykietowanie, pakowanie i kryteria kontroli przed startem serii. Takie podejście pozwala oceniać filament w kontekście realnego procesu, a nie według właściwości pojedynczej próbki - i to właśnie kontrolowalność całego systemu decyduje, czy części z TPU będą identyczne zarówno w ramach jednego uruchomienia, jak i przy kolejnych zamówieniach.