
A catalog of standard PLA, PETG, ABS+, ASA, TPU, and PA/Nylon covers most typical tasks. But when a part works under abrasion, carries load at elevated temperature, contacts fuel or oils, or must match a brand color, an off-the-shelf material often becomes a compromise: it satisfies 80%, while the remaining 20% determines whether the product can move into series production. This is where the conversation about a custom formulation begins, meaning a filament composed for a specific part and its operating conditions.
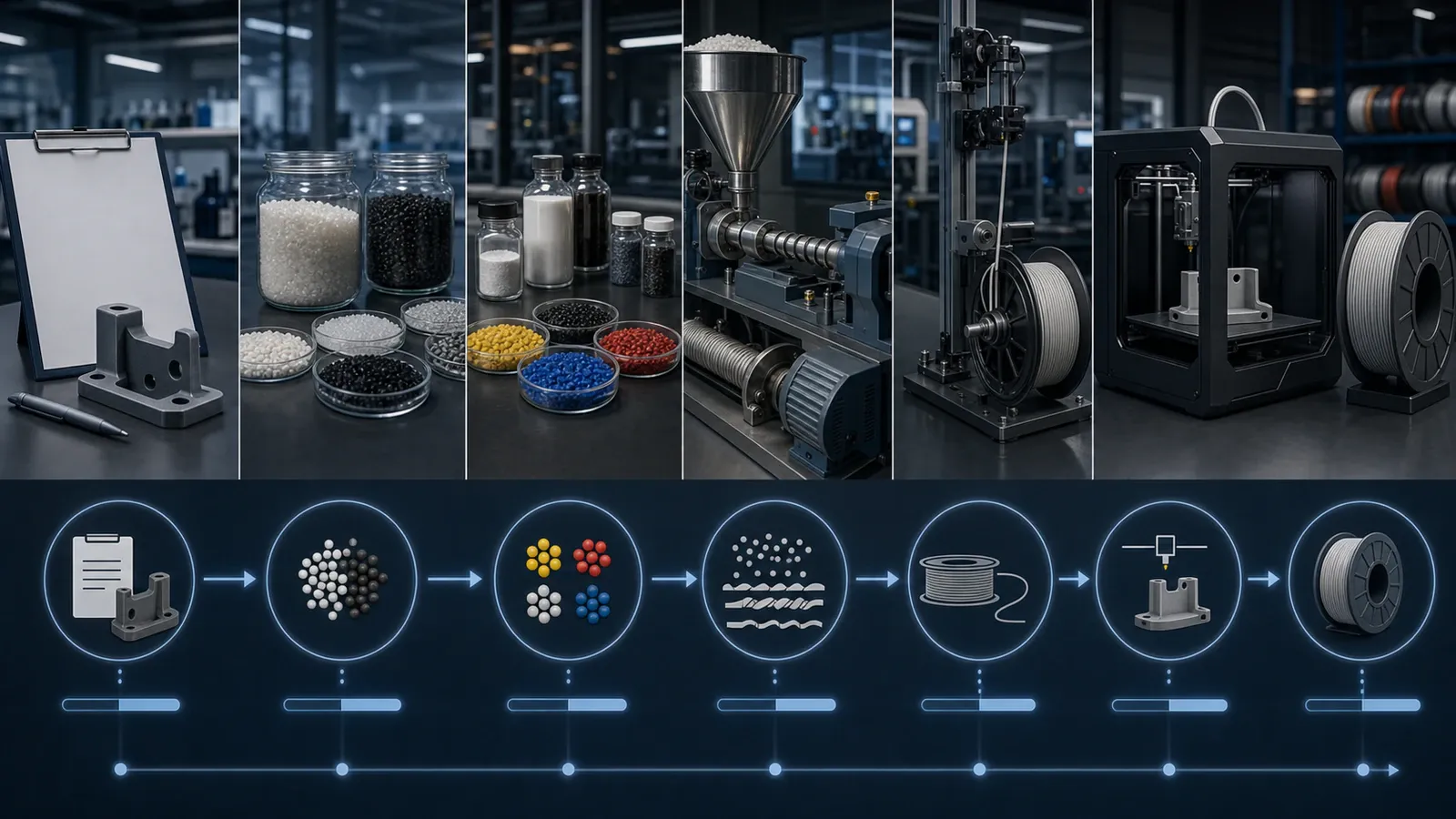
This is not arbitrary mixing of polymer and additives, but a sequential engineering process: defining the technical brief, selecting the polymer matrix, choosing components, compounding, extruding the filament strand, verifying printability, and preparing the formulation for repeatable production.
When a standard material is not enough
The need for a custom formulation usually appears not at the first prototype stage, but when the task moves closer to series production.
An unusual combination of properties is required. One material may be strong enough but too brittle; another may withstand impact well but lack stiffness. Formulation work searches for the balance between stiffness and impact toughness, hardness and elasticity, heat resistance and ease of printing, wear resistance and processability. Improving one parameter often makes another worse: increasing stiffness reduces ductility, while a high filler fraction makes it harder for the melt to pass through the nozzle.
The material must work on specific equipment. Filament is not developed separately from the process: the feed system design, extruder type, nozzle diameter, temperature range, enclosed chamber, and drying system all matter. A material with the required mechanical behavior may still be unsuitable for a specific printer fleet because of unstable feeding, excessive melt resistance, softening of the strand before it reaches the hot zone, or increased shrinkage.
Controlled flexibility is required. TPU 95A, 85A, and softer grades represent different printing and operating scenarios. A softer material works better as a seal or damper, but it is more demanding to feed, so Shore hardness is selected together with printing requirements rather than in isolation.
A branded or special product line is required. For a brand or distributor, the formulation is part of positioning: a defined shade, matte surface, specific TPU hardness, and stable set of properties. In that case, the material is coordinated together with spool format, winding weight, labeling, packaging, and print profiles.
What a formulation consists of
Filament is a compound: a base polymer plus a set of additives evenly distributed in the matrix during compounding. The polymer matrix determines the baseline heat resistance, stiffness, chemical nature, shrinkage, and moisture absorption. It may be supplemented with:
- property modifiers for adjusting impact toughness, elasticity, crystallization, or rheology; blends of two polymers often require compatibilizers, because mechanical mixing alone does not guarantee a uniform structure;
- mineral and fiber fillers (glass fiber, carbon fiber) to increase stiffness, dimensional stability, and service temperature, while also increasing melt viscosity and abrasiveness: reinforced materials wear brass nozzles, so hardened steel nozzles are required;
- pigments and masterbatch where even a small percentage provides a saturated, uniform color; different pigments affect heating and surface finish differently, so a shade cannot be transferred by directly replacing the colorant between base materials;
- stabilizers and processing additives such as heat stabilizers, antioxidants, and UV stabilizers; excess processing additive can improve extrusion but worsen layer adhesion or coloring.
One important technical nuance: additives designed for injection molding or blown film are not always suitable for FDM. Filament passes through a fine nozzle under high shear, so fillers and pigments must be well dispersed and free from agglomerates that cause micro-clogs. A printing formulation is developed separately rather than mechanically transferred from other polymer processing methods.
Why moisture control is part of the formulation
Most engineering polymers are hygroscopic, and polyamides absorb moisture especially quickly. If moisture remains in the pellets or masterbatch, it turns into steam during heating, creates bubbles in the melt, and causes crackling, stringing, and unstable diameter. Hydrolysis also breaks polymer chains and degrades mechanical performance. That is why drying the raw material before compounding and protecting the finished filament from moisture are inseparable parts of the formulation: without this, even a perfectly selected composition will not produce a stable material.
How development works
1. Technical brief
The process starts not with a list of additives, but with a description of the task: what will be printed, what loads will act on the part, at what temperature and humidity it will operate, whether it will contact lubricants, fuel, chemicals, or UV, which printers and nozzles will be used, which defects are unacceptable, and which characteristics have priority. A desire to achieve maximum strength, flexibility, heat resistance, low shrinkage, and printing without special equipment all at once usually requires the priorities to be clarified.
2. Acceptance criteria
Phrases such as “stronger” or “prints better” are not enough. The result must be checked by defined criteria: behavior of a control model, absence of delamination under specified modes, permissible deformation of a large part, TPU hardness, surface condition, color stability, mechanical testing of samples, and repeatability across several printers. Test methods and sample orientation are fixed because properties along the layers and in the interlayer bonding direction differ significantly.
3. Selection of the base and components
The base polymer or blend is selected, and one or more trial formulations are prepared. It is more effective to first test the minimum necessary modification: a large number of components makes it harder to analyze results, control raw materials, and repeat the batch.
4. Compounding and extrusion of a trial strand
The components are evenly distributed in the matrix under stable dosing and controlled heat load; hygroscopic polymers and fillers are dried in advance. After the strand is formed, not only the average diameter is checked, but also its stability along the length, ovality, surface, and winding quality.
5. Printability check
The trial filament is tested across a range of settings rather than at a single temperature: feed stability, line formation, bridges and overhangs, retractions, layer adhesion, shrinkage, surface quality, and nozzle condition after printing filled material are evaluated. In addition to standard samples, a part close to the real product is printed, because material can behave differently on a long or complex model.
6. Pilot batch and process fixation
A pilot batch is manufactured to verify scalability, while requirements for raw materials, preparation sequence, processing parameters, control criteria, and packaging rules are fixed at the same time. Without this fixation, even a successful laboratory formula does not guarantee repeatability in subsequent batches.
Cost and MOQ
There is no universal price or standard MOQ for a custom material. They depend on the availability of the polymer and additives, minimum purchase quantities for components, number of trial formulations, mixing complexity, need to clean the line, cost of pigments and fillers, scope of testing, spool and packaging requirements, and the projected volume of repeat orders. The main expenses often fall not on the polymer itself, but on development, trial extrusions, and validation, so it is worth separating one-time product development work from the cost of series production from the start.
When a custom formulation is not appropriate
A custom material is not always the best solution. If a standard filament already meets the requirements, and the issue can be solved by changing the part design, orientation, print profile, or drying conditions, it is more reasonable to stay with it. Development is difficult to justify for a one-off product without prospects for repeat batches or without measurable success criteria. Requirements for food contact, medical use, or flame resistance should be treated separately: properties or documents for the base raw material cannot be automatically transferred to a new formulation and printed part. Such claims require a separate assessment of the final material and product.
What to prepare before contacting a manufacturer
For a substantive discussion, it is useful to provide a description of the part and operating conditions, a list of critical properties, printer models and nozzle diameter, the current material and specific reasons why it is unsuitable, as well as photos of defects, part models, available test results, and projected consumption volume. This helps separate a formulation issue from a design, equipment, or print-parameter issue.
Bokotech can discuss contract manufacturing and OEM / private label projects: selection of material, color, TPU Shore hardness, spool format, labeling, packaging, and quality control. Before production starts, it is important to agree on the technical brief, acceptance criteria, and sequence for material verification. A custom formulation is justified when requirements are expressed in terms of functions and measurable parameters. This is what turns an experimental compound into a material that can be stably extruded, printed, and repeated from batch to batch.