
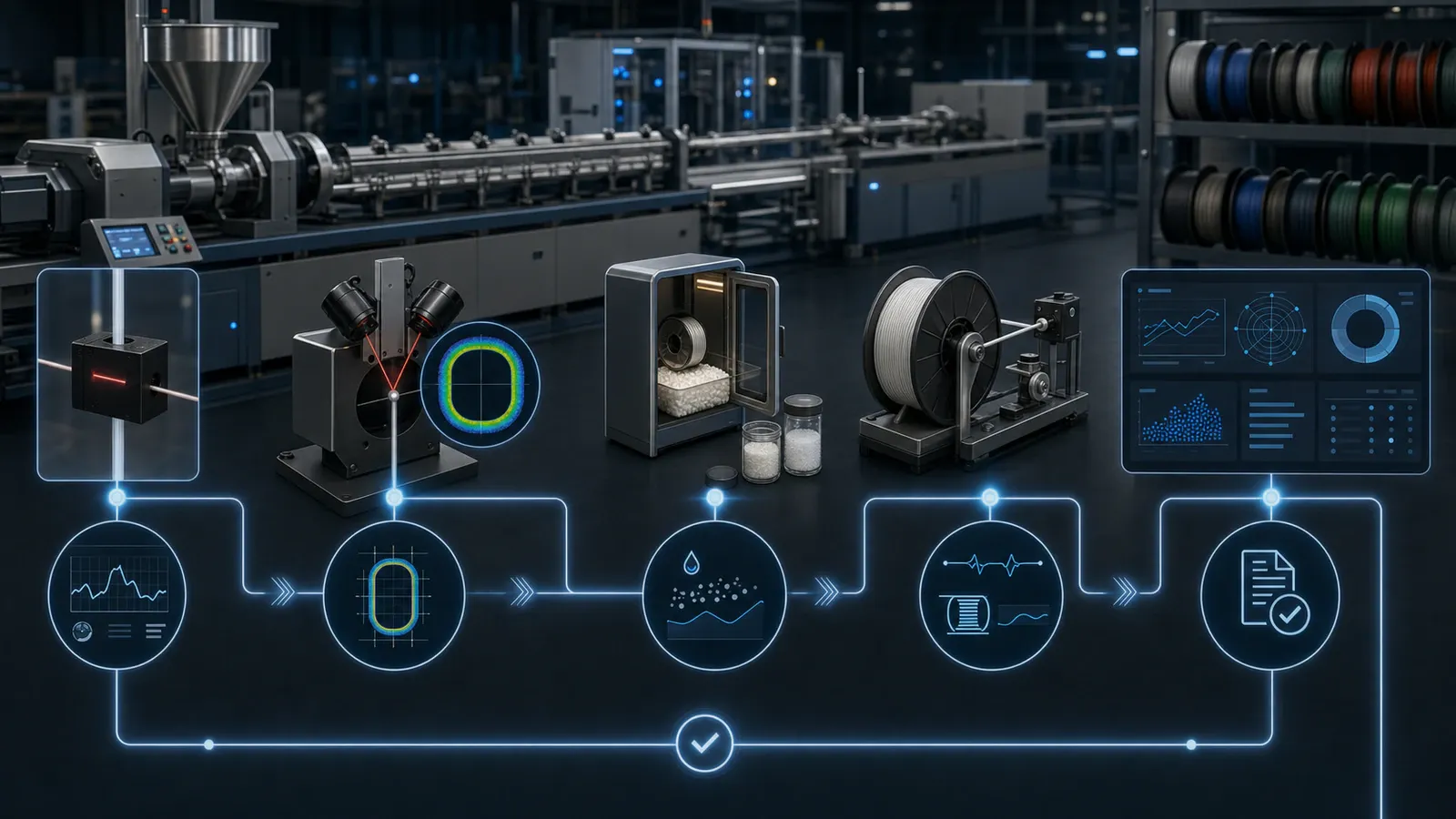
Filament spool quality is established not in the finished-goods warehouse, but directly on the extrusion line. That is where the melt becomes a strand with a stable cross-section, is cooled, dried, and wound evenly. A deviation at any of these stages appears later at the customer: over-extrusion, gaps in layers, nozzle clogs, or tangled filament.
For series, contract, and private label manufacturing, it is important to control not only whether an individual spool meets specification, but also the stability of the process across the entire batch. Let us look at four key points: diameter, ovality, moisture, and winding.
Diameter: the average value is not the only thing that matters
In FDM/FFF printing, the printer feeds filament as a cylindrical rod, and the material volume in the hotend depends on the actual filament cross-section. Area is determined by the formula A = πd² / 4, so diameter changes affect volumetric feed nonlinearly: even when the spool average meets the nominal value, short local thick or thin sections create under-extrusion, over-extrusion, and unstable line width that cannot be detected by a few manual caliper measurements.
Control usually combines two levels: online measurement with a non-contact laser sensor during the process and offline inspection of finished filament compared against the production log. The measuring zone is placed after sufficient cooling and removal of surface water: hot filament is still changing size, and droplets or optical contamination distort the result. For each batch, it is worth recording not only the average value, but also minimum and maximum, deviation from nominal, distribution along the length, out-of-limit locations, and statistical process variability; this distinguishes a single defect from gradual drift.
Feedback with the puller system
Filament size depends on the ratio between extruder output and puller speed: at a stable flow, increasing speed reduces diameter, while lowering speed increases it. This is why the laser gauge is integrated into the control loop: the system adjusts the speed of the pulling unit and holds diameter within the corridor along the entire spool, not only at isolated points.
Automatic control, however, does not replace root-cause analysis. If diameter constantly fluctuates, the cause may be unstable pellet feeding, extruder output pulsation, melt temperature or pressure changes, die contamination, unstable cooling, or mechanical runout in rollers. Overly sharp speed corrections create new fluctuations because of the delay between parameter change and the moment the corrected section reaches the sensor, so feedback tuning accounts for line speed, distance between units, and process inertia.
Ovality: what single-axis measurement does not show
Filament can have the correct average diameter but a non-round cross-section. A single-axis sensor sees only one dimension and may fail to capture ovality, especially when filament orientation changes. A two-axis system measures diameters in two perpendicular directions, and the working value is often defined as Ovality = |Dx − Dy| (a relative value in percent is also possible). The specific formula is fixed in the specification so the manufacturer and customer interpret results the same way; three-axis systems provide a fuller picture of cross-sectional shape.
For the user, ovality appears as unstable feeding, increased friction in the path, and uneven melting. Causes include uneven flow in the die, asymmetric cooling, incorrect path centering, contact with guides before full solidification, or excessive load on still-warm filament. For rigid PLA, PETG, ABS+, and ASA, the main risk is the temperature-speed regime and cooling; for TPU, line mechanics are critical (deformation from compression or tension); for PA/Nylon, moisture influence is added.
Moisture: a raw-material parameter before extrusion
Most engineering polymers are hygroscopic; polyamides, polyesters, and TPU are the most sensitive, but PETG, ABS, ASA, and PLA also require controlled storage. At processing temperature, water causes hydrolytic chain degradation, with consequences including melt-viscosity changes, bubbles and pores in the filament, rough surface, unstable extrusion, and degraded mechanical performance. Moisture has a double impact: it creates unstable melt and diameter fluctuations in production, and even geometrically correct but wet filament behaves poorly for the customer (brittleness, stringing, weak layer bonding).
Visible bubbles or a characteristic sound are not sufficient assessment methods: some moisture reacts inside the extruder, so the material may show no obvious defects while already differing in molecular weight. The allowable level is defined for the specific grade according to supplier documentation, without transferring one value to every material in the group. Control checks pellet moisture after drying, temperature and time stability, drying-air dew point, transport conditions from dryer to extruder, and exposure time in open air. Dryer parameters show the process state, but do not always confirm actual moisture, so direct sample measurement is needed for critical formulations.
Methods for determining water content are described in ISO 15512: depending on the material, Karl Fischer titration, evaporation methods, or manometric approaches are used. A thermogravimetric analyzer is convenient for operational control, but other volatile components can be released from the sample together with water, and excessive temperature can cause degradation. The method is validated for each formulation, and hygroscopic samples are taken in sealed containers; otherwise, the result will characterize contact with air after sampling rather than the production process.
Winding: laydown geometry and tension control
Even filament with stable diameter and proper drying becomes problematic if it is wound unevenly or with incorrect tension. The winder synchronizes spool rotation, traverse motion, and incoming filament speed. Insufficient tension creates loose turns, layer shifts, and loops; excessive tension stretches the material, deforms still-warm filament, and worsens ovality. For elastic TPU, control is especially important because stretching during winding can partially disappear after stabilization. As the spool fills, its effective diameter increases, so the system must compensate for this change to keep linear speed and tension stable.
During control, operators assess uniform laydown across the width, traverse behavior near the flanges, absence of dips and layer shifts, tension stability, clearance to the flange edges, fixation of the filament start and end, and actual unwinding under controlled load. A neat appearance is useful, but it does not replace an unwinding test. Spool format (inner diameter, width, mass, compatibility with feed systems), labeling, and packaging are also part of the technical brief agreed before batch launch.
One batch control map
Parameters are agreed before production starts: nominal diameter and tolerances, ovality calculation method, moisture requirements, spool format, net weight, winding rules, labeling, and acceptance criteria. The batch production record should be linked to raw-material lots, formulation, drying modes, line data, online measurement results, and finished spool numbers.
It is important to distinguish specification limits from statistical control limits: the specification defines whether the product meets requirements, while control charts show whether the process is stable. A batch may formally fit within tolerance but show drift that will cause defects in the next cycle. Systematic control of diameter, ovality, moisture, and winding makes it possible to assess filament not by an isolated sample, but by the history of its manufacture; this is the foundation of repeatable batches.
Bokotech agrees on material, color, TPU Shore hardness, winding format, labeling, packaging, and control criteria before production launch. This approach makes the batch suitable for its specific business scenario - branded sales, farm operation, series printing, or technical use in manufacturing - and provides a predictable result from batch to batch.