For single desktop prints, imperfect winding often remains only a visual flaw: the operator is nearby and can adjust the spool or restart the job. In a print farm or series production, the situation is different: every spool is part of an automated process, and unpredictable resistance during unwinding turns into pauses, under-extrusion, spoiled parts, and manual intervention.
Automatic material-change systems (AMS and analogues) are especially sensitive to this: they not only feed filament forward, but also pull it back, rotate the spool in reverse, and repeatedly perform loading and unloading cycles. Even winding does not replace correct diameter, a stable formulation, or print settings, but it directly affects how predictably the material behaves during feeding.
Even winding is not only appearance
Neat parallel rows create the impression of a quality product, but it is worth distinguishing two different phenomena: a real knot, when the free filament end passes under another turn, and unstable unwinding caused by loose layers, local compaction, or an uneven winding profile.
The physics of a knot is simple: during quality winding at constant speed and under constant tension, the upper layer cannot get under the lower layer. This happens when tension slackens, either because of a production winding defect or when the spool end was released during loading, replacement, or storage and part of the filament unwound by itself. As long as tension is maintained, the defect does not appear: you can print for hours before the tangled section reaches the feed point and tightens into a knot. That is why quality winding and proper handling of the free end work together.
At the same time, uneven laydown itself creates jerks, sagging, friction against the spool rim, or sections with increased resistance. On a manual holder this may go unnoticed, while an automatic feeder interprets that resistance as a jam or feed error.
What stable winding means
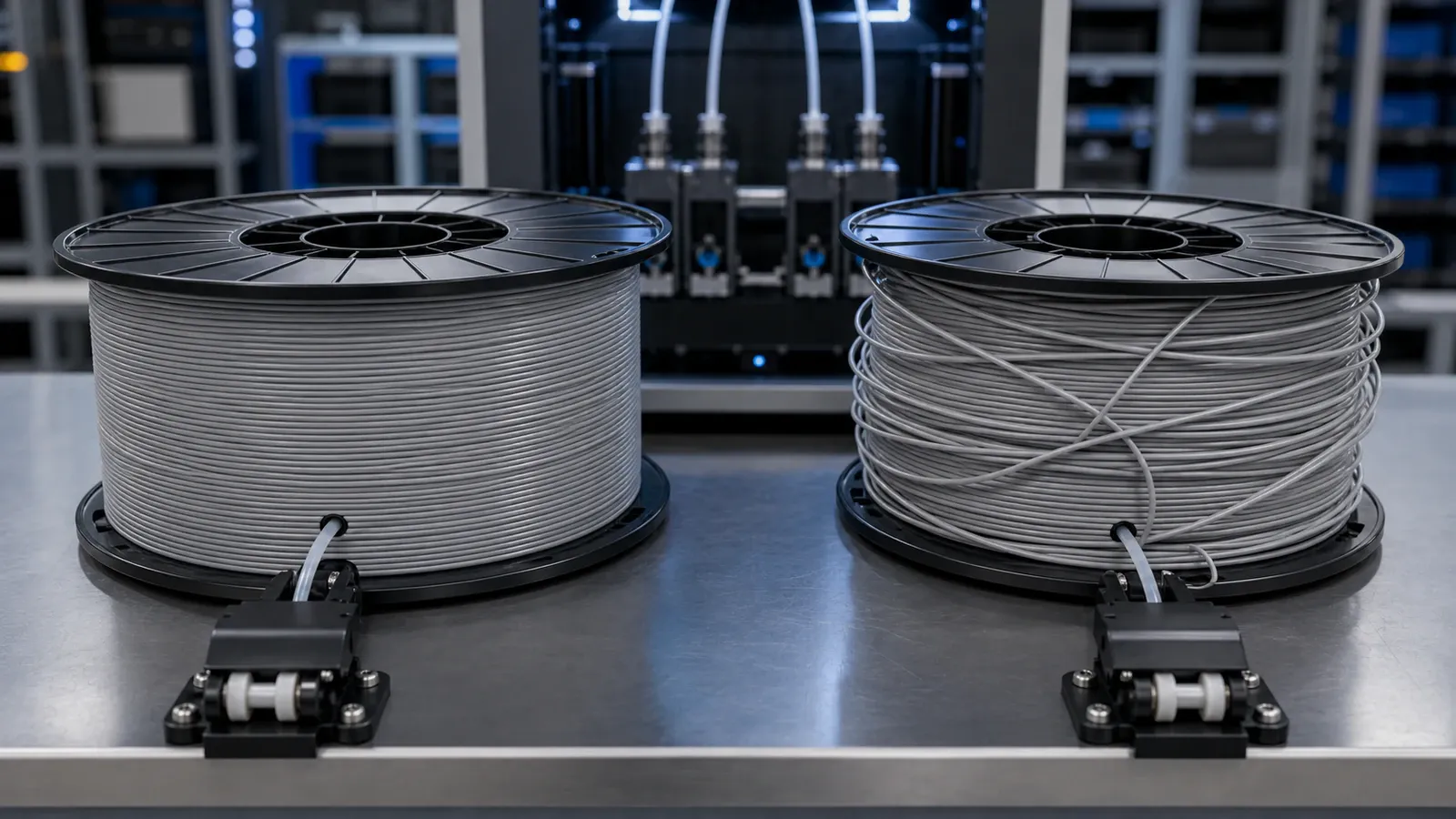
For a B2B user, the important thing is not a “perfect picture”, but predictable unwinding along the entire spool length. In practice, this means assessing:
- even distribution across the width - no humps, dips, or buildup near one side; otherwise, upper turns press against the flange or slip into a gap;
- controlled tension - sufficient for a dense package, but without deformation; winding that is too loose forms movable layers that shift during acceleration or reverse rotation, while excessive tension harms flexible, brittle, and filled materials;
- correct traverse operation - spool rotation speed and traverse guide motion are synchronized, with no thickened zones or chaotic transitions near the edges;
- sound spool geometry - undeformed flanges, minimal runout, compliance with the feed system mechanics;
- reliably secured free end - a hole or slot holds it without a sharp bend after each use.
Why this is critical for print farms
On a farm, risk is assessed not by one spool, but by the total number of machines and operating hours: a rare problem multiplied by dozens of printers and long jobs becomes a regular operational load. The cost of a failure is not a few grams of plastic, but machine time, manual diagnostics, restart, and accumulated batch delays.
Unstable unwinding leads to underfeeding and skipped extrusion, feed sensor triggers, job stops outside working hours, loss of a partially printed part, and schedule disruption. The cause is often sought in the nozzle, extruder, or PTFE path even though the actual source of resistance is the spool. The more standardized the production, the more important it is to eliminate such variables at procurement; in series printing, consistent winding behavior across the whole batch makes it possible to tune the profile once instead of adjusting it for every new spool.
Why AMS and automatic material changes raise the requirements
In a standard setup, the extruder mostly pulls filament in one direction. In automatic systems, the spool becomes an active part of the mechanism: it must rotate freely, stop, deliver material, and receive it back. During multi-color printing, the number of cycles is significant, so loose outer turns, a skewed package, or friction against the flange during reverse winding accumulates into a problem; what did not appear during the first loading can appear after a series of switches.
For AMS, outer diameter, width, rim shape, spool stiffness, and reliable grip with drive rollers matter; compatibility is checked for the specific equipment model, not only by filament weight. Cardboard spools are usually not recommended in such systems: they deform, shed fibers, and produce unstable rotation.
The material also affects winding requirements
One mode is not optimal for all polymers. TPU, because of its flexibility, reacts more strongly to resistance in the path, and winding that is too tight or unstable reduces the reliability margin, so for some flexible materials external feeding can be more practical than AMS. PLA, PETG, ABS+, and ASA usually hold rod shape more easily, although differences in stiffness and winding temperature affect the package. PA/Nylon and filled composites may require a separate mode because of stiffness, sensitivity to bending, or abrasiveness. Winding parameters should therefore be part of the process sheet for a specific grade, not a universal setting.
Practical incoming inspection for a B2B buyer
Visual inspection of the top layer is not enough. For a farm or production area, a simple repeatable protocol is appropriate:
- Check flange integrity and geometry, absence of deformation, and excessive runout.
- Assess the winding profile across the width, package edges, and presence of loose or pinched turns.
- Confirm that the free end is securely fixed and does not pass under an adjacent turn.
- Perform a controlled unwinding test on the standard holder or in the same automatic system used in production.
- For AMS-like modules, test several loading, unloading, and reverse-winding cycles.
- Link the results to the batch number, material, color, and spool format.
For large or repeat purchases, it is important to test more than the beginning of the spool: some profile defects appear closer to the middle or inner layers, so qualification printing should be long enough.
What to agree with the manufacturer
During contract manufacturing or private label production, winding should be treated as a separate part of the technical brief: spool type and geometry, compatibility with specific holders and automatic systems, requirements for profile evenness, the approach to tension control for different materials, method of securing the end, control of spool deformation after transport, and sample testing on the customer’s equipment.
Bokotech agrees on these parameters together with material, color, TPU Shore hardness, mass and spool format, labeling, and packaging, so the spool is assessed not as separate packaging but as part of the customer’s production system. In B2B purchasing, three components should be evaluated together: filament quality, winding quality, and mechanical spool compatibility with the equipment. Their combination determines whether the material will run stably not on one test printer, but in a repeatable production process.