For B2B filament purchasing, the material name is not enough. PLA, PETG, ASA, ABS+, TPU, or PA may have different formulations, additives, colorants, viscosity, stabilization, hardness, and behavior during printing. That is why, before purchasing a large volume, it is worth looking not only at the price per kilogram, but also at the TDS: the material Technical Data Sheet.
A TDS helps quickly assess a material, but it does not guarantee that the filament will work reliably on your equipment and in your part. It helps screen out unsuitable materials, compare suppliers, and form a correct technical brief, but it does not replace testing. Before comparing two materials, answer three questions:
- Was the pellet, extruded strand, or printed specimen tested?
- According to which standard and under which conditions was the result obtained?
- Is the value typical, minimally guaranteed, or part of an agreed specification?
Without these clarifications, even identical units of measurement can create a false impression that one filament is superior to another.
TDS, SDS, and Batch Certificate Are Not the Same Thing
A TDS describes technical properties and recommended processing conditions. An SDS (Safety Data Sheet) concerns safe handling, risks, storage, and actions in an emergency. It is needed for logistics, warehouse operations, and occupational safety. A Certificate of Analysis (CoA) or batch quality certificate, if included with the supply, confirms control results for a specific production batch.
A TDS most often contains typical values obtained by a certain method, so it is used for preliminary material selection. Acceptance criteria for a large delivery are fixed separately: in a technical brief, specification, agreed reference sample, or contract. If a supplier provides both TDS and SDS immediately, that is a good sign of transparency. Before comparison, check the material name, document revision and date, color or series, presence of fillers, test conditions, and fine-print notes. This is often where the document states whether specimens were printed, injection-molded, annealed, dried, and in which print orientation.
First Check How the Test Specimens Were Made
The most common mistake is comparing numbers from different data sheets without looking at how they were obtained. For FFF/FDM printing, mechanical properties depend not only on the polymer. The result is affected by specimen orientation, nozzle and chamber temperature, layer height, number of perimeters, infill, cooling, material moisture, and conditioning time after printing. Many data sheets provide values for injection-molded specimens rather than printed ones, while a printed part is anisotropic: its strength depends on layer orientation, adhesion between layers, and the thermal history of printing.
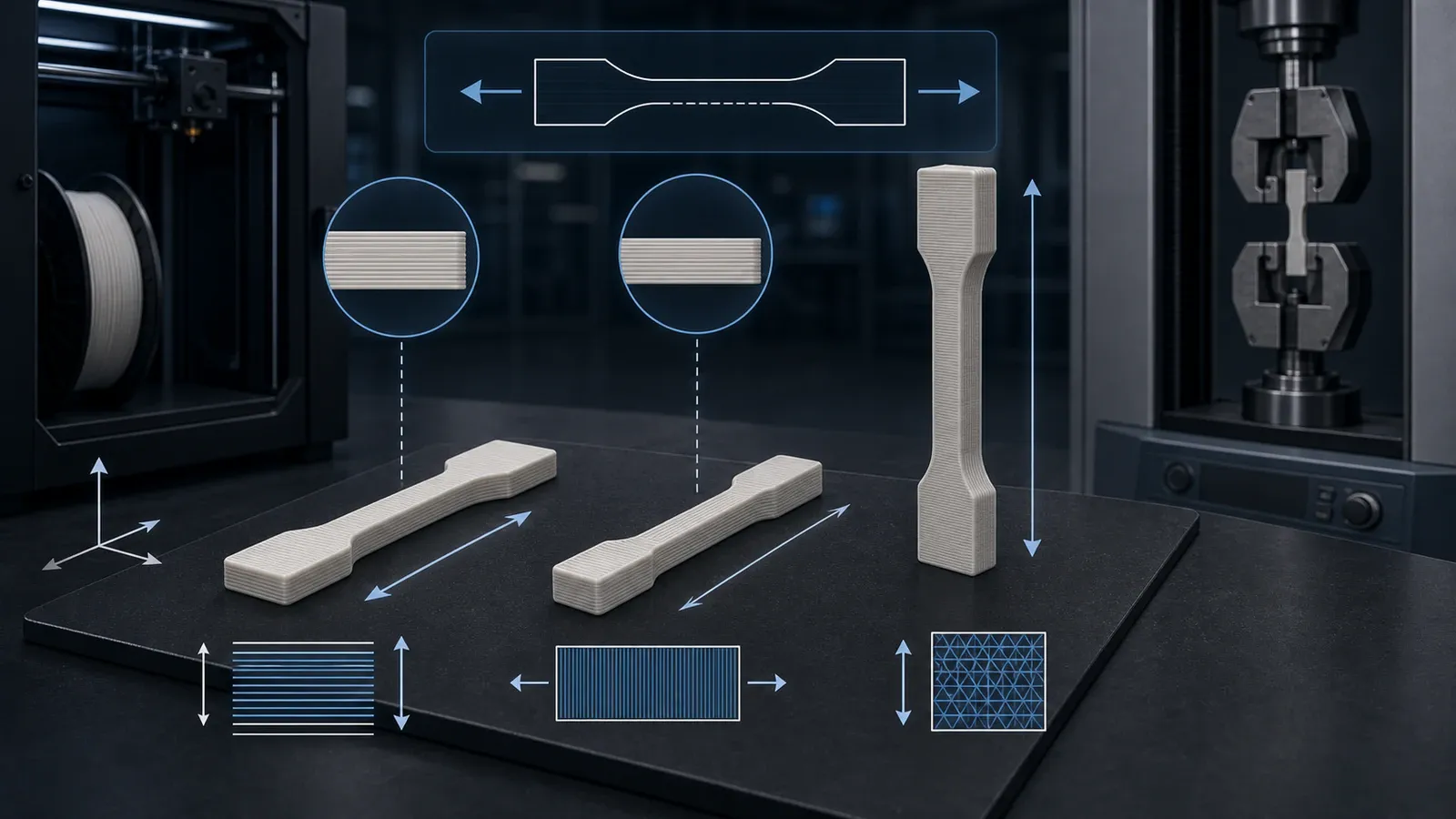
Orientation is especially important:
- XY usually characterizes part behavior in the layer plane;
- Z better shows interlayer adhesion strength;
- designations such as flat, side, or upright must be read together with the manufacturer’s diagram.
If one TDS provides values for an injection-molded specimen and another for a vertically printed specimen, direct comparison is incorrect. For serial use, a document that lists specimen geometry, print parameters, test standard, and result scatter is more valuable.
Mechanical Properties: Do Not Look for One “Main” Number
The main indicators are tensile strength, elastic modulus, elongation at break, flexural strength, and impact strength. Each is useful only together with the test method. For plastics, ISO 527 or ASTM D638 are used for tensile testing, ISO 178 for flexural testing, and ISO 179 / Charpy or Izod for impact strength.
- Tensile strength can mean stress at yield or stress at break. These are different points on the stress-strain curve. A brittle material breaks without a pronounced yield point, while a ductile material first deforms irreversibly.
- Elastic modulus (Young’s modulus) shows stiffness, not overall strength. A high modulus means lower deformation under load, but does not guarantee impact strength.
- Elongation at break evaluates ductility, but for printed specimens it is especially sensitive to interlayer adhesion, defects, and orientation.
- Flexural and impact strength are useful for parts loaded in bending and impact. Impact tests depend on notch, temperature, and orientation, so only results obtained by the same method can be compared.
If parts will work under impact, do not limit the assessment to tensile strength. For housings, brackets, and fixtures, impact strength is often more important than a high modulus. For elastomers, the logic is different. For TPU, Shore hardness (Shore A or D), abrasion resistance, and tensile behavior become primary. The same material with different hardness behaves very differently, so this parameter is fixed at the selection stage.
Thermal Parameters: Tg, Vicat, and HDT Answer Different Questions
TDS documents often include HDT, Vicat, glass transition temperature (Tg), and melting temperature (Tm). They describe different phenomena.
- Tg characterizes a change in mobility of the amorphous phase of the polymer. Above it, a part may noticeably lose stiffness, but it is not a universal maximum service temperature.
- Vicat is determined by indenter penetration under a specified load and heating rate. The method must be stated next to the number.
- HDT shows the deflection temperature of a standard specimen under flexural load. The value strongly depends on stress, so values at 0.45 MPa and 1.8 MPa must not be mixed. The methods were developed for molded specimens and may give underestimated values for printed parts.
Do not treat HDT or Vicat as a universal “working temperature.” The real limit depends on part geometry, wall thickness, load, time, environment, color, and UV exposure. For semi-crystalline materials, melting temperature and the possibility of heat treatment also matter. If the TDS provides separate “as printed” and “after annealing” results, these are effectively two different material states with different shrinkage and deformation risks.
Filament Geometry: Parameters That Affect Feeding Stability
For print farms and manufacturing teams, geometry is often no less important than mechanics. Cross-section deviations change the actual material volume fed by the extruder, and therefore line width, part weight, and surface repeatability. In the TDS or a separate specification, look for:
- nominal diameter, 1.75 or 2.85 mm, and allowable deviation;
- maximum ovality or out-of-roundness;
- net weight and spool format, hub diameter, winding type;
- filament length, if declared;
- marking and moisture-protective packaging requirements.
Unstable diameter changes actual feed, poor winding causes stops on long jobs, and an incompatible spool size may not fit drying boxes or automatic feed systems. For a large purchase, agree not only on the average diameter, but also on the measurement method, inspection frequency, and batch evaluation rules.
Melt Flow, Moisture, and Density
MFR/MVR characterize melt flow under a specific temperature and load. Without these two conditions, the number says almost nothing. Higher MFR does not mean a “better material”: it may make high-speed extrusion easier, but can be associated with different molecular weight and viscosity.
For moisture, distinguish water absorption (how much moisture a material can absorb under defined conditions) from actual water content at the moment of measurement. These are not interchangeable indicators. For PA, TPU, and other sensitive materials, check drying conditions before printing, allowable time outside sealed packaging, recommendations for printing from a dry box, packaging type, and presence of desiccant. If the TDS does not include drying conditions for a moisture-sensitive material, clarify this before purchasing. Moisture causes bubbles, popping in the nozzle, poorer surface quality, and weaker interlayer adhesion.
Density affects economics: spools of the same mass may contain different filament lengths. Therefore, compare not only price per kilogram, but also approximate length, typical part mass, print duration, and scrap rate. For filled materials, clarify not only the CF or GF designation, but also the formulation composition, abrasiveness, recommended nozzle type, and property stability between batches.
What to Request Before a Large Order
Before moving from a test spool to serial purchasing, it is advisable to agree on:
- the current TDS version and its revision date;
- a technical specification with controlled parameters;
- SDS and storage requirements;
- a sample or pilot batch for printing on your equipment;
- acceptance criteria for diameter, color, weight, packaging, and printed tests;
- batch traceability rules and procedure for handling deviations;
- the agreed spool, label, and packaging format for OEM or private label.
Best practice is not to move directly from a TDS to a large purchase, but to run a production trial on typical parts: long prints, real speeds, your drying conditions, your chamber, your nozzles, and your operators. This is how you see whether the document data matches the material’s production behavior.
Signs of a Weak TDS
A document should be treated with caution if it does not specify test standards and conditions, print orientation, or whether the numbers refer to raw material or a printed part. Comparative claims without units of measurement, a single “maximum operating temperature” without load and duration, exact values without scatter, and contradictions between the TDS, label, and commercial offer are also warning signs.
A well-read TDS does not answer the question “which filament is best,” but it helps screen out unsuitable materials and build the right verification plan. Bokotech produces engineering filament in Ukraine: TPU, ABS+, ASA, PA/Nylon, PLA, PETG, and custom formulations. Within contract manufacturing, it discusses the technical parameters of a batch before launch: material, color, TPU Shore hardness, control methods, spool format, marking, and test-print conditions. This turns purchasing from a one-time buy into a controlled process where critical parameters from a marketing document are transferred into an agreed supply specification.