
TPU is the most common flexible material in 3D printing, but its flexibility is exactly what makes choosing it for series production non-trivial. For a one-off prototype, it may be enough for the part to “just print”. For a series, something else matters more: that the thousandth part comes out the same as the first, that feeding does not fail during long shifts, and that the next material batch behaves like the previous one. Unstable extrusion in a single print can sometimes be compensated with settings, but in series production it becomes under-extrusion, equipment stops, variation in part weight, and additional inspection for every batch. TPU should therefore be selected as part of the manufacturing process, not as an isolated consumable.
Start with the part function, not with the “softest TPU”
A common mistake is choosing TPU on the principle that “softer is better”. It is better to define the requirements for the part: should it compress, bend, absorb impact, work as a seal, withstand friction, or simply have a pleasant elastic surface? The technical brief should include:
- load type: tension, compression, bending, impact, or friction;
- allowable deformation under load and number of bending/compression cycles;
- requirements for shape recovery and compression set;
- contact with water, oils, fuel, detergents, or sweat;
- operating temperature and outdoor-use conditions;
- allowable change in part dimensions and weight.
A seal, damper, protective cover, and drive roller may require different TPU grades even with the same nominal hardness. Often, the required softness effect comes not from the softest material, but from the design: a lattice structure, fewer perimeters, lower infill, or special deformation geometry. This provides better repeatability than trying to print an overly soft filament at the edge of the equipment’s capabilities.
What Shore hardness really means
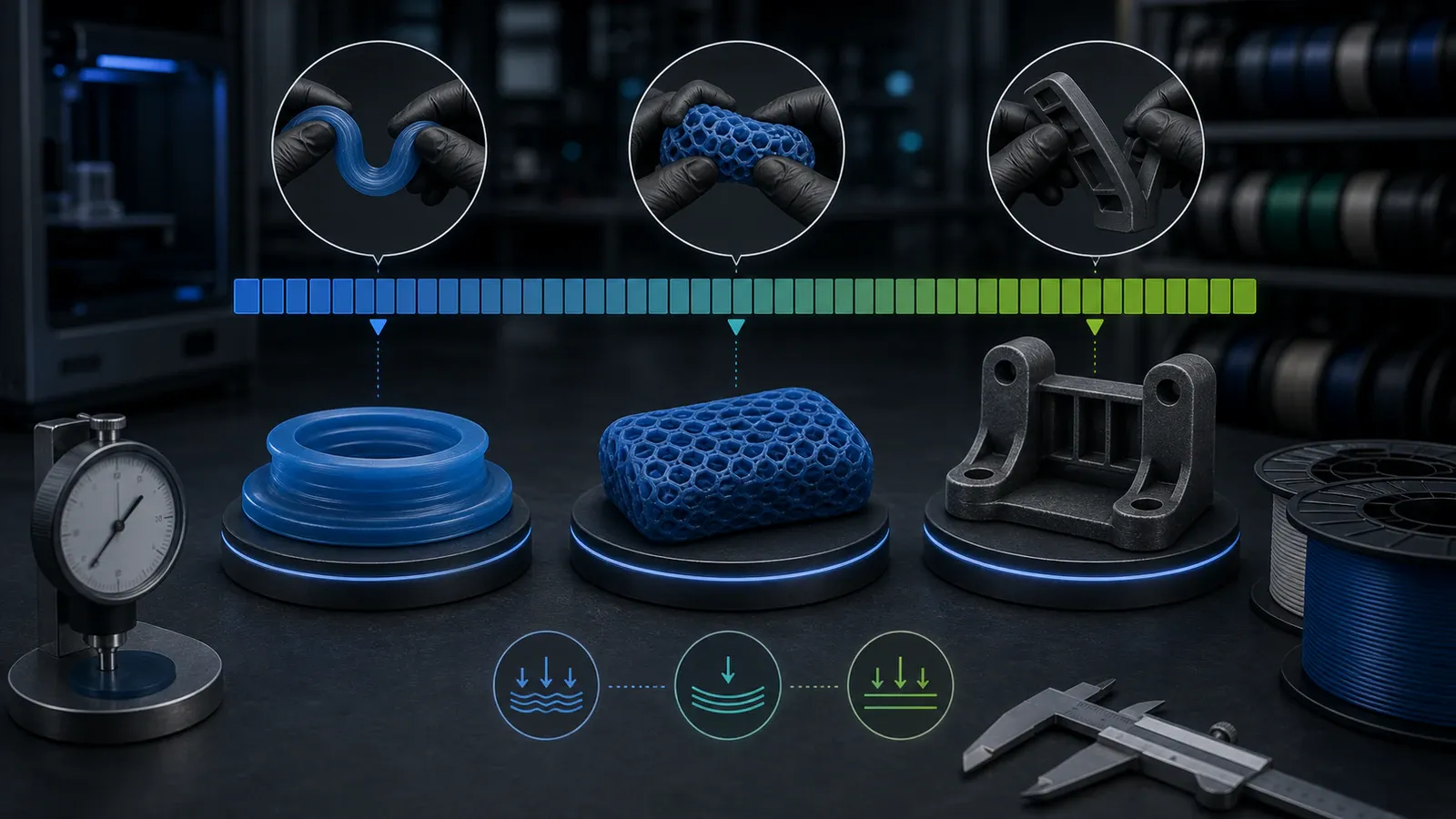
TPU hardness is measured on the Shore A scale for soft elastomers and Shore D for stiffer ones, by determining the material’s resistance to indentation by an indenter. It is a useful comparison parameter, but it does not describe the entire behavior of a part. Two TPU materials with the same 95A hardness can differ in:
- elastic modulus and force at a specified elongation;
- elongation at break and compression set;
- shape recovery speed;
- tear and abrasion resistance;
- melt viscosity and allowable print speed;
- resistance to water, oils, UV, or low temperatures.
TPU 95A is a working point for most series tasks: it is elastic enough for practical applications, but stiff enough to feed reliably, such as damping inserts, protective covers, bumpers, and medium-hardness seals. The softer the material (90A, 85A and below), the more difficult it is to print: TPU 85A already requires a direct-drive extruder with a constrained filament path, low speeds, and minimal retraction. Shore A and Shore D values are not interchangeable, and measuring a thin printed wall with a handheld durometer is inaccurate; for control, it is better to use a standard specimen and an unchanged procedure. At the series discussion stage, it is useful to fix the target hardness together with the allowable deviation, because this affects both the formulation and the print mode.
Chemistry type: polyether or polyester
Different TPU chemistries can hide under the same hardness number, and for series production this is not a minor detail. At a basic level, TPU is divided into polyester and polyether types.
Polyester TPU provides high mechanical strength, good abrasion resistance, and resistance to oils and solvents, so it is logical to consider it where a part contacts lubricants or works under abrasion. Its weak point is hydrolysis: in a constantly wet or hot, humid environment, polyester TPU gradually degrades. Polyether TPU, by contrast, resists hydrolysis better, works in wet environments, and retains flexibility in the cold, while also performing well in abrasion and tear behavior. For outdoor parts, wet conditions, or low temperatures, a polyether base is therefore often the better fit.
The practical conclusion is simple: before fixing a material for series production, agree on the part’s operating conditions, including oil contact, moisture, and temperature. They determine the chemistry choice just as much as hardness does. The general TPU designation does not guarantee identical behavior in a specific environment, so the technical documentation for the chosen formulation must be checked.
Feed stability: where series production breaks down
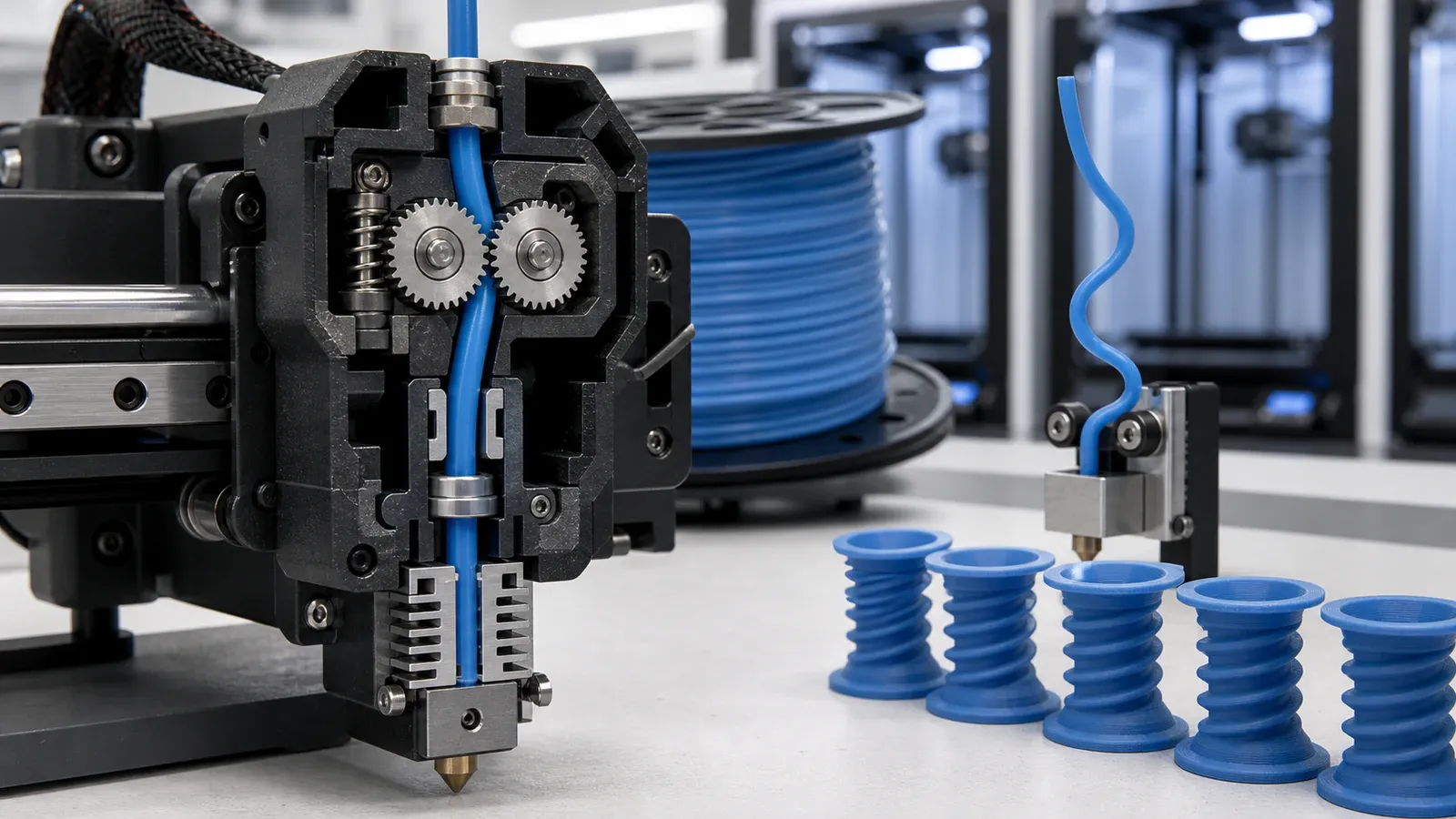
TPU compresses, bends, and reacts elastically to pressure from the feed mechanism, so part of the extruder motion is spent deforming the material rather than feeding it. Typical consequences include uneven line width, periodic under-extrusion, pressure buildup before the nozzle, filament escaping into gaps near the feed mechanism, unstable retractions, and higher sensitivity to spool resistance.
Several factors affect feed uniformity:
- Diameter and its stability along the length. The printer doses material by volume, assuming a constant cross-section; if the diameter “floats” or the strand is oval, bulges and under-delivery appear. For a flexible material this is more critical because TPU is less forgiving of pressure variation in the melt zone.
- Extruder configuration. For TPU, especially softer TPU, direct drive is practically the only reliable choice: a short, maximally constrained path leaves no gap where the strand can buckle. Bowden systems can also print TPU, but they require substantially more tuning, lower speeds, and an almost complete refusal of retraction; a successful short test does not yet confirm stability for a multi-hour series.
- Feed path condition. Check that there are no free gaps after the gears, that the gears are clean, that pressure is moderate (too much pressure dents and grinds the filament, too little causes slipping), that the spool rotates freely, and that the path to the extruder is smooth.
- Print mode. Flexible materials print best at low speeds with short, slow retraction. These settings should be fixed in a profile for the specific material, not selected again for every batch.
Speed should be evaluated through volumetric flow, not only through “mm/s” in the slicer. If the required flow exceeds the system’s capabilities, increasing temperature does not always save the process: it increases oozing and stringing and worsens the geometry of small features. It is more reliable to reduce flow, change the nozzle, or choose a TPU developed for higher-output extrusion.
Moisture as a source of instability
TPU is hygroscopic, more so than ABS or PETG. Wet filament creates characteristic steam bubbles in the hotend, a porous and rough surface, stringing, unstable outlet diameter, and weaker interlayer adhesion. For series production, it is not enough to dry the material once before launch; a controlled system is needed: drying according to manufacturer recommendations (TPU is dried at moderate temperatures, roughly around 50-55 degrees C, while avoiding overheating because the soft spool can fuse into a block due to its low glass-transition temperature), storage of opened spools in airtight containers with desiccant, feeding from a dry box on long prints, recording the time a spool spends in the open environment, and redrying according to an internal rule. There is no universal temperature; it is determined by the material formulation and the heat resistance of the spool.
Part geometry changes actual stiffness
Filament hardness is not the same as finished-part stiffness. Product behavior is affected by wall thickness, number of perimeters, infill density and structure, layer orientation, presence of cavities and ribs, temperature, and interlayer bonding quality. A thin-walled TPU 95A part bends easily, while a compact part made from the same material with solid infill behaves almost like a rigid elastomer. For series production, therefore, do not fix only the filament SKU; also fix the CAD model version, orientation, slicer profile, number of perimeters, infill, and key cooling parameters. A geometry change can affect the result more than a small difference in nominal hardness.
How to test TPU before scaling
Qualify the material on the same equipment planned for series production: a small demonstration sample does not reproduce long spool operation, repeated retractions, heat buildup, and changing resistance during unwinding. Practical verification should include continuous printing of a typical part, several starts after reloading the material, comparison of the beginning, middle, and end of the spool, control of weight and critical dimensions, functional testing after sample stabilization (compression in a groove, cyclic bending, assembly into a unit), and repeating the test on another filament batch. After the material is chosen, approve a reference part and a working parameter window in which the profile contains not one “ideal” value, but allowable stability limits.
What to agree with the filament manufacturer
For a B2B project, hardness and color are not the only items to agree in advance. The specification includes the composition or TPU type, target hardness and control method, functional requirements for the part, the customer’s equipment and production profile, spool format and construction, winding weight, batch labeling, packaging, storage conditions, requirements for color and feed repeatability, and the list of parameters checked before launch. Instead of focusing only on price per kilogram, evaluate the full cost of a stable part: defect rate, setup time, printer downtime, and inspection costs.
The right TPU for a series is not necessarily the softest or most expensive material. It is the one that matches the function of the part, feeds reliably on your equipment, produces repeatable geometry, and preserves its properties from batch to batch. Bokotech works with engineering filaments in contract manufacturing, OEM, and private-label formats and agrees with the B2B customer on material selection, TPU hardness, chemistry type, color, spool format, labeling, packaging, and control criteria before the series starts. This approach makes it possible to evaluate filament in the context of the real process, not by the characteristics of a single sample, and the controllability of this whole system determines whether TPU parts will be identical both within one run and across repeat orders.